Procesado de polímeros
21 12 2011Termoformado: Procedimiento, maquinaria y materiales
El termoformado es un proceso de gran rendimiento para la realización de productos de plástico a partir de láminas semielaboradas, que hallan numerosos campos de aplicación, desde el envase a piezas para electrodomésticos y automoción
1 – El procedimiento: conceptos básicos
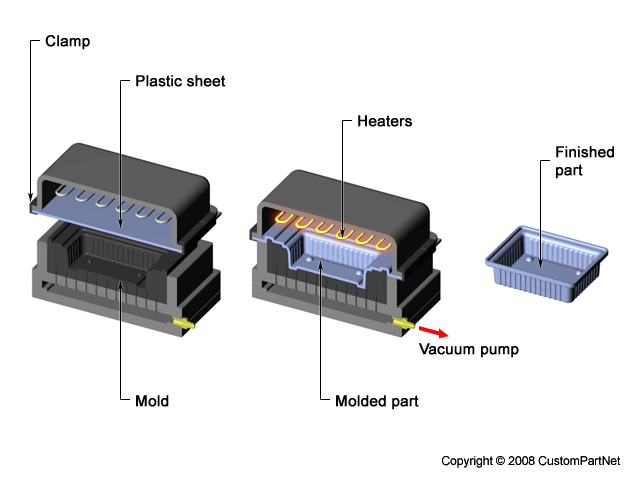
Originalmente, la disponibilidad de planchas de materiales termoplásticos dió lugar a la idea de contruir moldes hembra, emplazar sobre ellos una plancha de estos materiales, fijarla de modo que el hueco entre molde y pieza fuese estanco, calentarla hasta su temperatura de reblandecimiento y hacer el vacío en dicho hueco, de modo que el material se estire y se adapte a la superficie del molde. Una vez fría la pieza, se extrae, se recorta el material en exceso y se obtiene una pieza acabada.
Como alternativa, en lugar de aplicar vacío entre el molde y lámina, puede aplicarse presión sobre ésta para obtener un resultado similar, o pueden combinarse ambas técnicas para embutisajes profundos.
Dado que se produce un estirado de la lámina, puede suceder que el adelgazamiento de la misma se produzca en zonas no deseadas, además de que puede ser preciso obtener un moldeado de espesor más o menos regular o una gran profundidad de embutisaje. Con este objeto, se han desarrollado técnicas de pre-estirado por diversos medios, punzón o soplado previo, que permiten obtener mayor regularidad de espesor.
La adaptabilidad del proceso a las grandes series, especialmente en cubetas de pequeño tamaño para la industria alimentaria, ha hecho que se desarrollasen máquinas de moldeo secuencial con moldes de cavidades múltiples, y sistemas automatizados de alimentación y transporte de la lámina, y troquelado y apilado de las piezas.
Sin embargo, se trata también de un proceso que se adapta a la fabricación de grandes piezas, y aquí se ilustra la mayor de una serie de embarcaciones finlandesas moldeadas en plancha de ABS con una eslora de 4,70 m. Es también el procedimiento utilizado para fabricar grandes bañeras (spa) en lámina de metacrilato, reforzada luego con un respaldo de poliester/vidrio.
La variedad de materiales con que pueden fabricarse los moldes, que va desde la escayola reforzada con fibra de vidrio al acero, con especial preferencia por el aluminio, dados su conductividad térmica y fácil mecanizado, hacen a estos procedimientos especialmente adecuados para series cortas, partidas piloto e incluso prototipos.


La velocidad del moldeo depende fundamentalmente del ciclo térmico. Cada tipo de material y cada grado de embutisaje hacen que se deba trabajar en una zona alta o baja de la ventana térmica de cada polímero. Optimizar el intercambio térmico supone reducir el ciclo total de tiempo que se precisa utilizar.
2 – Métodos de conformado
El sistema más simple es el estirado de una lámina en estado semi-plástico sobre un molde. A medida que la lámina topa con la superficie del molde, el estirado se detiene y, como resultado, las partes de la lámina que tocan al molde en primer lugar tienen un espesor mayor que el resto. Si el estirado es pequeño, no queda comprometida la integridad de la pieza y, por tanto, es el procedimiento más usado en el envase de tipo «blíster» y en los embalajes de tipo burbuja.
2.1 – Conformado de una sola etapa
Si se precisa un grado elevado de estirado o se utiliza chapa gruesa no es posible usar el sistema anterior. Existen cinco métodos que realizan el conformado en una sola etapa.
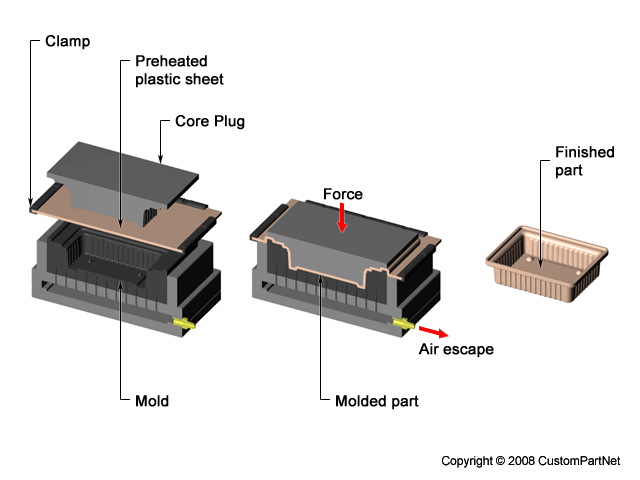
A.- Conformado por adaptación: la lámina caliente se baja sobre el molde macho o se hace subir a éste de modo que se adapte a su forma. La adaptacióm se complementa haciendo el vacío entre el molde macho y la lámina, o aplicando sobre ella presión de aire. Los productos de este proceso presentan un espesor grande en el fondo que va disminuyendo hasta ser mínimo en los bordes.
B.- Moldeo por vacío: la lámina se fija sobre el borde del molde hembra haciendo luego el vacío como se ha indicado inicialmente. En contraste con el proceso anterior, el espesor de la pieza es mayor en los bordes y mínimo en los cantos de la parte inferior.
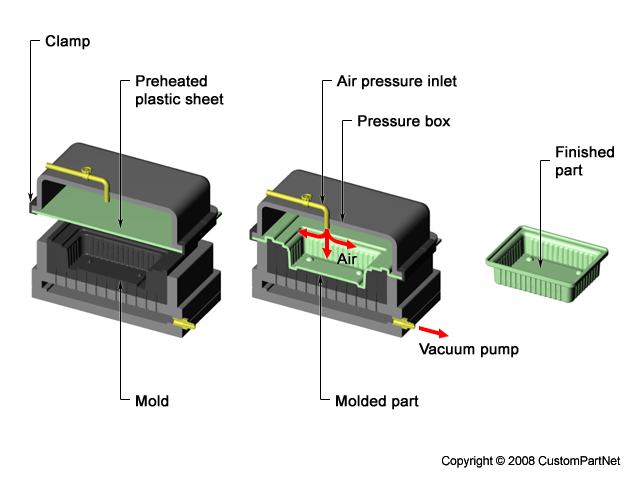
C.- Formado a presión: similar al moldeo por vacío, sobre la lámina se aplica además aire comprimido hasta 1,4 MPa, por lo que el sistema precisa de una cámara cerrada superior. Este procedimiento se utiliza para conformar lámina de pequeña galga de materiales como el PP, que se suministran en rollo, o para transformar lámina de gran espesor en piezas con detalle superficial fino.
D.- Libre soplado: se aplica aire comprimido entre una cámara que substituye al molde, inexistente en este caso, y la lámina para obtener una burbuja, cuya altura se controla mediante una fotocélula. Dado que la burbuja formada de la lámina no toca ningun elemento metálico, no tiene ninguna marca y, excepto en las cercanias del marco de fijación, tiene un espesor regular. El aire enfría la burbuja para rigidizar la pieza. El sistema se utiliza extensamente en envases «blíster» (que significa, precisamente, «ampolla») a partir de láminada delgada suministrada en rollo.
E.- Molde y contramolde: utilizados para conformar piezas a partir de polímeros relativamente rígidos, como la espuma de PS
Puede aplicarse vacío al molde hembra para ayudar al conformado. Aunque las presiones de cierre son de alrededor de 0,35 MPa, si se aplican fuerzas del orden de 1 MPa puede producirse además un cierto movimiento del material.
2.2 – Conformado en etapas múltiples
El principal inconveniente de los métodos descritos es la dificultad para controlar el espesor en piezas complejas que presenten cantos con radios reducidos o un embutisaje profundo, especialmente cuando se conforman planchas de un espesor importante. Por ello se han desarrollado métodos con más de un paso, siendo habitualmente el primero una forma de estiramiento de la lámina. Existen numerosas variantes que se describen de forma resumida, con gráficos para facilitar su comprensión
1.- Estirado de burbuja: se forma una burbuja como se ha descrito antes y un molde macho desciende a continuación. Al cerrarse sobre los bordes de la lámina, se aplica vacío entre ambos y presión de aire en la cámara inferior.
2.- Vacío con respaldo: de modo inverso al anterior, la burbuja se forma mediante vacío entre la lámina y la cámara inferior. El molde macho desciende y completa el conformado, efectuándose el vacío entre éste y la lámina y aplicando aire comprimido entre ésta y la cámara.
3.- Vacío con burbuja: se utiliza un molde hembra y se aplica aire a presión entre el molde y la lámina. Una vez formada la burbuja, se hace el vacío entre ésta y el molde.
4.- Vacío asistido con pistón: para asegurar el espesor de el fondo y sus aristas, un pistón macho con la contraforma de éstos desciende sobre la lámina hasta contactar con la cavidad hembra, entre las cuales se aplica el vacío ara completar el moldeo.
5.- Presión asistida con pistón: combinando el método anterior con una cámara superior, este sistema aplica presión de aire sobre la lámina, y el molde hembra lleva taladros de ventilación que pueden o no conectarse a una bomba de vacío.
6.- Presión asistida con pistón con estirado inverso: como en el método anterior, pero con un paso previo de formación de burbuja con aire a presión desde el molde inferior, hasta que ésta toca al pistón, que desciende entonces hasta el contacto con el molde hembra.
7.- Vacío con burbuja asistido con pistón: como en el método anterior, pero sin que exista cámara superior para aplicar presión.
8.- Formado a presión con inmersión de burbuja: en este caso se utiliza, como en el de vacío con respaldo, una cámara inferior, que permite formar la burbuja, y un molde macho superior que desciende en contacto con ésta, completándose el moldeo con presión desde la cámara.
2.3 – Otras variaciones
Algunos tipos de plásticos tienen características que han hecho necesario desarrollar otras técnicas.
El conformado con lámina apoyada se utiliza para moldear láminas muy orientadas (OPS) o sensitivas al calor (PP, PE), que se calientan apoyadas sobre una chapa porosa. Al alcanzar la temperatura de moldeo, se aplica la lámina contra el molde hembra aplicando aire comprimido a través de los poros de la chapa o se hace el vacío entre lámina y molde.
En el conformado por deslizamiento, la lámina caliente no se sujeta fuertemente con el marco de cierre de modo que, al aplicar presión diferencial, se desliza sobre el borde y hacia adentro de la cavidad. En un momento dado, se aumenta la fuerza de cierre y se completa el moldeo por estiramiento de la lámina. El proceso es similar al embutisaje profundo de chapa metálica con pisador.
Las láminas de plásticos que se rasgan con facilidad (PET, PA) se conforman mediante moldeo con membrana o diafragma, en el que la lámina se apoya sobre una membrana gruesa de neopreno caliente, dispuesta en la cara opuesta a la cavidad del molde. Al introducir presión entre la membrana y la cámara inferior, se obtiene un estirado muy regular y se hace posible una embutición profunda.
El moldeo de láminas gemelas es una técnica que compite con el moldeo rotacional si se utiliza para láminas gruesas. Dos láminas se calientan en paralelo y, al llegar a la estación de soplado y/o vacío, se juntan por sus bordes mientras que se introduce entre ambas un microtubo de soplado, por medio del que se suministra aire comprimido que hace conectar a ambas láminas con los moldes hembra enfrentados. Las piezas huecas así producidas suelen tener una profundidad limitada y pueden rellenarse con espuma de PUR para darles mayor consistencia.
Una técnica similar se aplica al envase, permitiendo la recuperación del desperdicio de recorte de las distintas películas de plásticos que se precisan para conferir propiedades diferenciadas de estructura y barrera. Los materiales de barrera más efectivos son plásticos incompatibles (EVOH, PA, PP, PET, PVDC). Las películas de los plásticos que han de formar el envase, alimentadas en rollos, pasan individualmente por calentadores dispuestos en sandwich y se moldean luego conjuntamente. A la salida del molde se troquelan y separan las piezas, que están adheridas por contacto, y la membrana de películas sobrantes se separa y se enrollan individualmente las distintas películas para su recuperación.
Finalmente, si se incrementan las fuerzas de termoformado, este proceso imita a los de deformación metálica. A presiones del orden de 1,75 MPa o más, el proceso se asemeja al embutido de hojalata. Si se llega hasta unos 14 MPa, el proceso se convierte en algo similar a la forja y se ha demostrado que pueden fabricarse productos útiles mediante formado por impacto(DOW STP) a alta velocidad.
3 – Maquinaria de termoformado
Desde el punto de vista de la maquinaria y equipo, el proceso de termoformado puede analizarse según:
– la fuente de calentamiento;
– la estación de conformado, incluyendo el bastidor de la máquina, la mesa de conformado con el sistema de arrastre y el de expulsión;
– el sistema de vacío y presión de aire;
– el marco de estirado de la lámina y el mecanismo de transporte;
– el sistema eléctrico o electrónico para los automatismos;
– el equipo adicional (manejo de la lámina, ajuste, recorte).
3.1 – Calentamiento
La temperatura de la lámina debe llegar a la óptima con una tolerancia de 5 C y durante el transporte a la estación de moldeo no debe caer más de 5 a 10 C. Las distintas técnicas incluyen:
alambre de calefacción de Ni/Cr,
barras de resistencia metálicas,
radiadores cerámicos.
placas radiantes calentadas por gas,
calentadores de cuarzo en forma de placa o varilla,
lámparas calentadoras,
placas de cristal de cuarzo.
La temperatura superficial del calentador se controla mediante termopares o termistores y el calentamiento de la lámina se establece en relación al tiempo, generalmente por iteración. Los alambres de calefacción y las barras de resitencia son económicos, pero se deterioran rápidamente por oxidación. Los calentadores de cuarzo son muy eficientes y no se deterioran, pero son costosos. Se prefieren para temperaturas altas y necesidades de calentamiento selectivo por zonas.
Aunque el calentamiento por infra-rojos es el más frecuente, algunas láminas pueden calentarse por contacto con una placa metálica caliente, o por convección en un horno con circulación de aire. El calentamiento por energía de radio-frecuencia (RF o micro-ondas) requiere que el material absorba estas frecuencias, como en el caso del PVC. Otros materiales pueden utilizar el sistema si son convenientemente dopados con materiales como el negro de humo, cuyas partículas entran en vibración bajo estas frecuencias, ocasionando el calentamiento del material.
3.2 – Transporte de las láminas
El método más corriente para el material alimentado en rollos es el arrastre mediante tetones o pinchos, espaciados unos 25 mm, montados sobre cadenas paralelas que penetran en el borde del material por la parte inferior y lo transportan hasta el final del ciclo. Para láminas más gruesas se utilizan agarres de pinzamiento que pueden retroceder a medida que se calienta y dilata la lámina, manteniéndola plana. La transferencia de la lámina se efectúa entre topes, con una precisión del orden de 0,25 mm.
Las placas cortadas se sujetan mediante marcos dobles, accionados habitualmente por aire. Para evitar que colapse la placa al calentarse se la soporta mediante un colchón de aire a presión. Los marcos se desplazan mediante raíles con vis-sin-fin o con pistones neumáticos o hidráulicos. En los equipos más simples, la plancha se sujeta sobre el molde hembra y se desplaza sobre ella el elemento calentador. Estos conjuntos para el moldeo de lámina cortada pueden montarse también sobre un carrusel, que efectúa una operación distinta en cada estación de su rotación.
3.3 – Plataforma de conformado
La estación de conformado debe incluir todos los elementos necesarios para pretensar la lámina de la que se formará la pieza, para enfriarla y para extraerla del molde.
Para moldeo a presión de piezas mayores de 300 mm o de más de 600 mm de longitud, el accionamiento de los moldes hace necesaria una estructura de tipo de prensa con barras de soporte importantes, normalmente cuatro. Debe ser fácil el mantenimiento y cambio de moldes y el ajuste en altura de la apertura de los mismos, así como el conectar los medios de enfriamento o control de temperatura.
La altura total debe ser suficiente para el moldeo con burbuja y/o asistido con pistón o el pre-estirado.
Son importantes los medios de enfriamiento superficial y del molde: sopladores, turbinas, chorros de aire enfriado, boquillas de niebla etc.
La estructura de soporte debe ser adecuada para soportar moldes pesados y debe existir un volumen suficiente para la ventilación de las cámaras de los moldes. Debe ser posible un acceso fácil a las líneas de vacío y aire comprimido.
Cuando el sistema de desmoldeo/expulsión no sea integral con el molde es necesario preverlo. EL conjunto puede completarse con el yunque de recorte sobre el molde, cuchillas y sistema mecánico de arrastre y, eventalmente, recorte y recolección del desperdicio.
4 – Comportamiento del material
El material más utilizado en el termoconformado es el PS, tanto en lámina como en espumado extruído. En el primer caso, como para otras láminas tradicionales, no se precisa más sofisticación del proceso que la descrita. Sin embargo, para obtener estampación profunda del espumado (EPS), no es suficiente el conformado a presión porque la presión interna del gas contenido en las células lo dificulta. Una solución es el calentamiento con vapor, que se difunde rápidamente por las células y se obtienen embuticiones profundas a temperaturas del orden de 105 C.
Ha sido necesario desarrollar nuevas técnicas para el moldeo de materiales como el PP y el C-PET, como la del SPPF (conformado a presión en fase sólida), que requieren técnicas sofisticadas de control para el calentamiento y demás fases del proceso, así como nuevas filosofías de recorte y reciclado. Estas técnicas han sido transportadas a otros procesos y los han mejorado de modo considerable.
Estos avances requieren una mejor comprensión del proceso. Por ejemplo, hasta el desarrollo del conformado del C-PET, todo el proceso se iniciaba y terminaba con el polímero en un estado «A». Con el PET cristalino, se calienta con gran rapidez una lámina amorfa de PET altamente nucleado. La lámina empieza a cristalizar y continúa haciéndolo a medida que se conforma en el molde. La lámina inicial de PET es esencialmente amorfa y tiene el 0% de cristalinidad. En el momento de tocar por primera vez el molde caliente tiene un 8-10% de cristalinidad y cuando se extrae, llega de un 30% a un 35% y hace capaz al material de soportar temperaturas de hasta 200 C durante 1 hora, habiendo trasformado un material de propiedades «A» en otro de propiedades «B».
Casi todos los materiales que se termoforman carecen de cargas o refuerzo de fibras. Las excepciones son el PP-FV (reforzado con fibra de vidrio) o el PA-CF (reforzada con carbono) para aplicaciones del automóvil. Estas láminas deben calentarse a temperaturas superiores a las de fusión del polímero y forjarse entonces, a presiones elevadas para movilizar las rígidas fibras de refuerzo.
Otras fibras menos rígidas, tales como las de PET, PA-66 y HDPE altamente orientado pueden reforzar plásticos de baja Tg sin requerir condiciones atípicas de termoformado, aunque con la pérdida de características mecánicas debida a la elevada elasticidad de estas fibras. Otros materiales, como los polímeros de cristal líquidos, son auto-reforzantes, orientándose sus moléculas alargadas en la dirección del estirado.
Los plásticos amorfos tienen esencialmente estructuras similares al vidrio, por lo que las técnicas utilizadas en el moldeo de vidrio pueden ser aplicables a estos plásticos. Se sabe, por ejemplo, que el vidrio amorfo caliente no es penetrado por una barra fría si se aplica a gran velocidad. Esta técnica funciona también con algunos plásticos, tales como PS y PET. Si la barra se articula durante la introducción, puede conformarse mecánicamente un envase de fondo cuadrado. El desarrollo de nuevas aleaciones poliméricas con comportamientos diferenciados puede permitir también el de nuevos métodos de termoconformado.
5 – Moldes para termoformado
Se ha señalado que el procedimiento es particularmente adecuado para la fabricación de prototipos y series cortas o piloto. Para este tipo de producción, los moldes pueden ser muy económicos y la selección de material depende básicamente de la calidad de superficie que se desee obtener. Es de notar que se suele tratar de moldes hembra y que es necesario disponer en ellos finos taladros para efectuar el vacío a su través, estando el molde contenido en una cámara en la que se hace el vacío. Los taladros no deben ser tan grandes que resulten marcas en la pieza y deben distribuirse de un modo adecuado teniendo en cuenta que son los que producen las zonas de aspiración.
Los moldes en madera se fabrican a partir de maderas duras secadas al horno para evitar deformaciones debidas al ciclo térmico del proceso. Si deben construirse en piezas, éstas se juntan a cola de milano o se encolan con resorcinol o adhesivo epoxi. Los taladros de ventilado se efectúan con pequeño diámetro desde la cara de trabajo y se aumenta el diámetro hasta cerca de la superficie taladrando desde la otra cara. Pueden terminarse con barnices epoxi o poliuretanos. La madera, fácil de mecanizar, puede emplearse también para construir prototipos de pistón en moldes definitivos metálicos y obtener la mejor forma por iteración.
Los moldes de escayola, especialmente si están reforzados con un 5% de fibra de vidrio cortada, tienen una duración sorprendente. Para realizarlos se requiere un modelo con suficiente resistencia para soportar la temperatura de fraguado del yeso (ca. 100 C), en el que se insertan alambres rígidos recubiertos con desmoldeante, que sirven para formar los taladros de ventilado. Una primera capa fina relativamente rica en agua proporciona una buena calidad de superficie. A continuación se prepara y vierte sobre esta capa el resto de la colada, virtiendo la cantidad adecuada de yeso sobre el agua (y no al revés), mezclando cuidadosamente y eliminando por vibración el aire atrapado En esta fase, para facilitar la extracción de los alambres, éstos se recubren con un tubito fino de plástico. Como desmoldeante se suelen emplear jabones o parafina disuelta en aguarrás. El molde endurece en unos 30-50 minutos y puede extraerse, pero debe dejarse secar, para que adquiera suficiente consistencia, hasta que pueda encenderse una cerilla raspando sobre su superficie. Debe tenerse en cuenta que la escayola sufre una expansión importante durante el fraguado. Los moldes pueden barnizarse, después de aplicar un tapaporos (goma laca).
En Plásticos Universales nos. 33 y 34 puede hallarse una descripción muy extensa de los sistemas de fabricación de moldes para RTM, tanto en composite como por galvanotecnia, que pueden considerarse igualmente adecuados para el termoformado. Las series que pueden producirse con los moldes composite de matriz poliéster llegarán normalmente a 500 piezas sin daños, que pueden eventualmente repararse con masilla poliéster para carrocería. Hay en el mercado formulaciones para fabricar moldes epoxi de colada que pueden soportar calefacción y tienen una duración importante. Los moldes por deposición galvánica y respaldo de latón pueden considerarse moldes para series medianas y si el respaldo es de epoxi tienen una duración algo menor.
Otros materiales para fabricar los moldes pueden ser los metales blandos depositados por fundido-proyección y las coladas de kirksite o kayem.
Por su conductividad térmica, los moldes de aluminio son los más populares para este proceso. Los moldes de alta calidad se mecanizan y para moldes más económicos puede utilizarse la colada, aunque suele presentar porosidades que crean problemas en la vecindad de los conductos de regulación térmica.
Los moldes de acero para estos procesos, dado que las presiones son, casi siempre, muy inferiores a las de los procesos de inyección, pueden construirse con aceros menos conflictivos para el mecanizado y bruñido, además de presentar menor riesgo de deformación al endurecimiento.
6 – Campos de aplicación
Estableciendo un símil con la estampación metálica, cualquier forma que pueda realizarse en chapa es, en principio, realizable por termoconformado. En consecuencia, las limitaciones del proceso las establecen las formas de los productos. Pueden fabricarse, en moldes con correderas, piezas con contrasalidas sin problemas tan importantes como en el moldeo por inyección, porque el material no llega al estado fundido.
Algunos de los procesos citados tienen ciclos extremadamente rápidos y, desde el punto de vista económico, el sistema presenta una serie de ventajas, más aparentes cuando las series no son muy elevadas, en razón al bajo coste de los moldes y a su puesta a punto más rápida.
Se ha constatado en los últimos años que el proceso está compitiendo con la inyección en series grandes para piezas de un tamaño importante. Algunas aplicaciones como las citadas de construcción de embarcaciones o de sanitarios tienen tamaños inviables por otros procesos de termoplásticos.
Pero el gran uso de estos procedimientos se encuentra en el campo del envase y embalaje. Las máquinas de termoformado fabrican bandejas para productos alimentarios o se combinan con equipos de llenado para producir artículos envasados, al tiempo que permiten combinar diversos plásticos para obtener propiedades de barrera comparables a la coextrusión pero permitiendo un reciclado selectivo de los materiales constitutivos.
También en la construcción se producen mediante esta técnica lucernarios para cubiertas y otro artículos como canalones de desagüe mediante el conformado a pasos (step forming) comparable a la fabricación de perfiles de acero. Este es uno de los procesos que permite utilizar láminas con un grado de refuerzo de fibras importante, con lo que se supera la limitación en resistencia mecánica que se impone a los productos de termoformado en razón al nivel de resistencia de las láminas a transformar. Se trata, pues, de uno de los primeros procesos de moldeo que se desarrollaron sin que en el transcurso de los años haya perdido protagonismo.
| A presiones de 14 MPa, el procedimiento se convierte en algo similar a la forja y pueden fabricarse productos útiles mediante formado por impacto a alta velocidad. |
| La velocidad del moldeo depende fundamentalmente del ciclo térmico. Optimizar el intercambio térmico supone reducir el ciclo total de tiempo que se precisa utilizar | Si se incrementan las fuerzas de termoformado, este proceso imita a los de deformación metálica. A presiones del orden de 1,75 MPa o más, el proceso se asemeja al embutido de hojalata. |
| Para la gran serie existen máquinas de moldeo secuencial con cavidades múltiples, sistemas automatizados de alimentación y transporte de la lámina y troquelado y apilado de las piezas | El proceso que se adapta a la fabricación de grandes piezas, como embarcaciones moldeadas en plancha de ABS con esloras de 4,70 m. o grandes bañeras (spa) en lámina de metacrilato |
| Se han desarrollado técnicas de pre-estirado por diversos medios, punzón o soplado previo, que permiten obtener una buena regularidad de espesor | La variedad de materiales con que pueden fabricarse los moldes, hacen a estos procedimientos especialmente adecuados para series cortas, partidas piloto e incluso prototipos |