13
03
2017
Hemos estado en la UTB, con el Profesor Vladimir MĂRDĂRESCU



Comments : Comentarios desactivados en Estancia en la UTB (Universitatea Transilvania din Brasov)
Categories : Diseño con polímeros/Polymer design, Materiales
12
05
2016
Hoy dia 11 de mayo el Profesor Dr. Razvan Cazacu de la Facultad de Ingeniería de la Universidad ”Petru Maior” de Targu Mures, Romania, ha impartido una charla sobre optimización mediante el uso de Algoritmos geneticos de topologias de estructuras.
Dicha charla ha quedado englobada dentro de la asignatura de Técnicas de simulación en procesos de conformado, del primer curso del MUIPCM.

Comments : Comentarios desactivados en Charla en el MUIPCM del Profesor Dr. Razvan Cazacu
Categories : Diseño con polímeros/Polymer design
9
12
2015
Autor: Arístegui Maquinaria
La soldadura o fusión a tope de polietileno de alta densidad (PEAD o HDPE, como es también conocido por sus siglas en inglés) ofrece excelentes garantías.
Se trata de un material con excepcionales condiciones de resistencia y durabilidad y, aunque sus propiedades son conocidas y su soldadura se conocen y se practican desde hace años, siempre es importante tener en mente algunas recomendaciones.
 apiladas para su uso")
Estas recomendaciones, como ya pasa en otros tipos de soldadura como la electrofusión o la soldadura de lámina… (aunque no sean las mismas recomendaciones) pueden tener el mismo resultado si no se controlan y se revisan, una soldadura no válida para su finalidad.
A continuación te dejamos un listado con diez interesantes consejos para el antes, el durante y el después de la soldaduras:
- Antes de comenzar el proceso de soldadura, no olvide que la seguridad es lo más importante. Utilice casco, botas de protección, gafas de protección y guantes que protejan de posibles quemaduras, además del resto de la vestimenta de seguridad. El equipo de trabajo debe estar en perfectas condiciones de mantenimiento y puesta a punto y sus cables eléctricos no deben tener cortes. Si el equipo de soldadura tiene ruedas, deben estar frenadas.
.
- Los soportes de la tubería deben estar a ambos lados del equipo de soldadura, en simetría con los extremos de éste. Los tubos tienen que estar nivelados para reducir en todo lo posible el arrastre.
.
 .
.
- Antes de enchufar el calentador, en las unidades de fusión de generación propia, la unidad debe estar encendida y haber sido calentada. Así se evitan incidencias con el elemento calentador y el circuito del calentador.
.
- Compruebe siempre la tubería antes de soldarla para ver si tiene cortaduras, marcas profundas, arañazos, etc. Si una imperfección afecta en más del 10% a la pared de la tubería, se debe reemplazar por otra en perfecto estado.
.
- Hay que tener en cuenta, antes de la soldadura, las reducciones de área y las convergencias que puedan darse en los extremos del tubo. Antes de refrentarlas deben ser retiradas por completo. En los tubos de diámetro nominal más grande esto suele observarse más directamente.
.
 .
.
- Al extraer el tubo del equipo de soldadura no hay que olvidar que lo más indicado para ello es utilizar elevadores de tubería. De esta forma se consigue que el cordón de fusión despeje las posibles obstrucciones que se hayan generado cuando se saque. Al retirar la tubería de la unidad de fusión, lo más apropiado es usar la eslinga de elevación y los cabezales de tracción apropiados, ya que otros métodos como sogas o cadenas pueden originar daños personales o daños en los tubos.
.
- Es preferible, en el caso de que la soldadura no haya salido como se esperaba o haya dudas sobre su calidad, cortar y volver a repetir el proceso de unión.
.
 .
.
- Nunca pretenda acortar el tiempo de enfriamiento de fusión aplicándole agua fría o por medio de ‘trucos caseros’, como poner encima trapos húmedos u otros.
.
- Aumentar la temperatura de la superficie de la herramienta de calentamiento cuando la fusión de efectúa en clima frío es un error que provocará una mala calidad de la soldadura.
.
- Si realizamos la fusión con tiempo desapacible y, en especial, con fuerte viento, debemos proteger la operación de fusión, puesto que la lluvia o la nieve generarían una excesiva pérdida de calor. Una medida aconsejable para evitar el enfriamiento del calentador es la protección de los extremos de la tubería que están siendo fundidos.
Fuente: http://aristegui.info/es/blog/consejos-para-la-fusion-de-pead/

//
Comments : Comentarios desactivados en Diez consejos para la fusión de polietileno de alta densidad
Categories : Diseño con polímeros/Polymer design
12
11
2015
Autor: Carles Soler, Product Manager en Arístegui Maquinaria
La soldadura por fusión a tope en tubos de
polietileno de alta densidad (HDPE) se basa en la unión mediante el calentamiento de dos superficies debido a la aplicación de una temperatura concreta, tras la que se ejerce una presión que consigue fusionarlas.
El calor cambia la estructura molecular del estado cristalino al estado amorfo y, al realizar presión se produce la mezcla de esas moléculas. Con el enfriamiento, las moléculas vuelven al estado cristalino y se logra una excelente soldadura.
El calor cambia la estructura molecular del estado cristalino al estado amorfo y, al realizar presión se produce la mezcla de esas moléculas. Con el enfriamiento, las moléculas vuelven al estado cristalino y se logra una excelente soldadura.

Como regla general, si una vez terminado el proceso de soldadura tenemos dudas de que se haya realizado con totales garantías, debemos cortar la tubería y repetir punto por punto la soldadura por fusión a tope.
Durante el proceso es posible encontrarnos con errores como los siguientes:
- Parte superior plana en el cordón o un ancho excesivo del cordón doble. Se debe a un sobrecalentamiento de la superficie soldada que se ha originado a causa de una fuerza de unión excesiva.
.
- El cordón no se enrolla sobre la superficie. En el caso de encontrarnos con un canal en ‘V’ superficial, se deberá al calentamiento insuficiente y a una fuerza de unión insuficiente. En el caso de un canal en ‘V’ profundo, el origen será un calentamiento insuficiente y una fuerza de unión excesiva.
.
- Canal en ‘V’ demasiado profundo en el cordón doble. La aplicación de presión durante el calentamiento, una fuerza de unión excesiva o un calentamiento insuficiente originan esta incidencia.
 .
.
- Presencia de picaduras y burbujas en la superficie del cordón, así como una fusión rugosa, con tacto de lija. Es un típico ejemplo de contaminación del proceso de soldadura por la presencia de hidrocarburos.
.
- Tamaño irregular del cordón alrededor de la unión. Las posibles causas son una desalineación, que la herramienta de calentamiento sea defectuosa o el equipo esté desgastado, o que el proceso de refrentado haya sido incompleto.
.
- Borde externo cuadrado del cordón. Es la consecuencia de haber ejercido presión antes de tiempo durante el paso del calentamiento del HDPE.
.
- Diferentes tamaños de cordón. Si uno es más grande que el otro, es síntoma de desalineación. Puede deberse a que la herramienta de calentamiento esté defectuosa, a que el equipo de soldadura no esté en perfectas condiciones o a que el refrentado haya sido incompleto.
.
- Cordones demasiado pequeños o demasiado grandes. Los cordones pequeños son la consecuencia de una fuerza de unión insuficiente o del calentamiento insuficiente, mientras que los que resultan demasiado grandes se deben a un calentamiento excesivo.
Fuente: http://aristegui.info/es/blog/errores-soldadura-fusion-a-tope/
Comments : Comentarios desactivados en ¿Cuáles son los errores más comunes en la soldadura por fusión a tope?
Categories : Diseño con polímeros/Polymer design
23
04
2015
El MUIPCM patrocina una jornada sobre tendencias actuales en biomecánica.
La organización ha quedado de la siguiente manera:
Fecha: 7 de Mayo del 2015
Lugar: Salón de de Actos Roberto García Payá Programación
Programación
10.30 – Presentación
10.45 - “ Introducción a la Biomecánica”. Dr. Samuel Sánchez Caballero. Profesor de la UPV
11.45 - “Las Prótesis en Cirugía Ortopédica” . Dr. Fernando Martínez. Jefe del Servicio de Ortopedia y Traumatología
del Hospital de San Juan de Alicante.
12.45 – “Cementos de uso Hospitalario Aditivados con Antibióticos” . Dr. José Miguel Seguí Ripoll, Doctor de la Unidad
de Medicina Interna del Hospital de San Juan de Alicante.
Inscripción gratuita en el correo sferrand@mcm.upv.es
Santiago Ferrándiz Bou, Edificio Carbonell Despacho C1DB8. Telf. 96652 84 22

Comments : Comentarios desactivados en Jornada sobre Tendencias Actuales en Biomecánica
Categories : Diseño con polímeros/Polymer design
3
12
2014
Disponible el video de la conferencia del Profesor José Maria Kenny.
Comments : Comentarios desactivados en Disponible el video de la conferencia del Profesor José Maria Kenny
Categories : Diseño con polímeros/Polymer design
16
01
2014
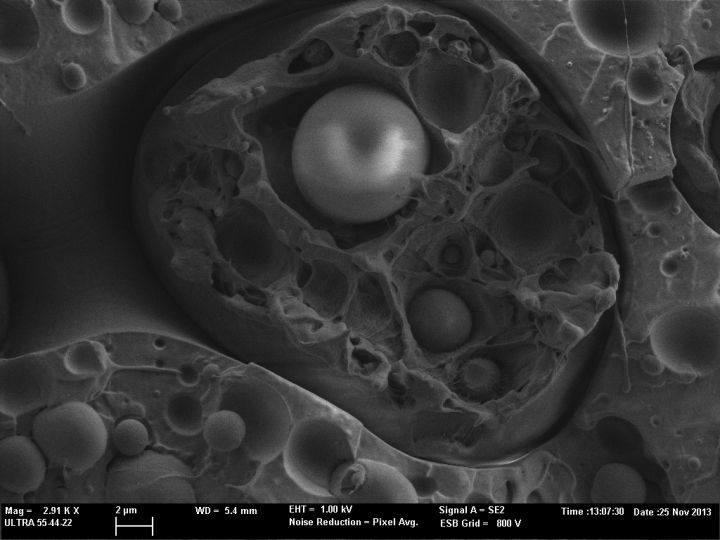
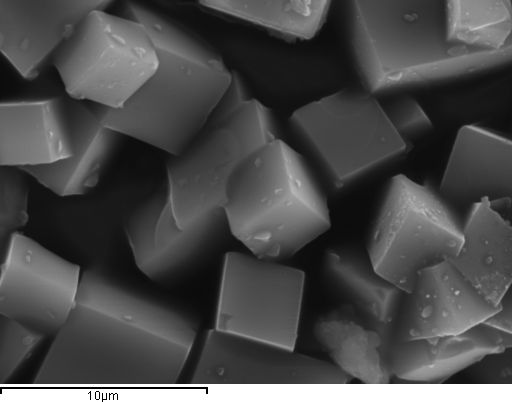
Alumnos del Máster en Ingeniería, Procesado y Caracterización de Materiales desarrollan prácticas de laboratorio en los Servicios de Microscopía Electrónica de la UPV. En las diversas sesiones se ha trabajado con las técnicas de caracterización de materiales más avanzadas:
- Microscopía electrónica de barrido (SEM)
- Microscopía de fuerza atómica (AFM)
- Microscopía electrónica de emisión de campo (FESEM)
- Microscopía electrónica de transmisión (TEM)
Microscopía electrónica de transmisión de alta resolución (HRTEM)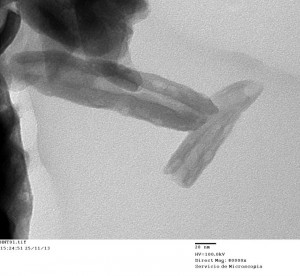
Imagen de nanotubos de carbono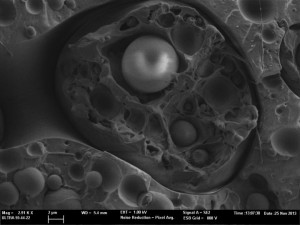
Vista de la interfaz matriz, refuerzo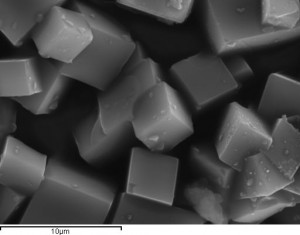
Vista de la zoelita
Comments : Comentarios desactivados en Prácticas del máster en Ingeniería, Procesado y Caracterización de Materiales
Categories : Diseño con polímeros/Polymer design, Materiales
31
08
2012
Estamos preparando contenidos para las asignaturas del nuevo curso.
Comments : Comentarios desactivados en Preparando la entrada al nuevo curso
Categories : Diseño con polímeros/Polymer design
29
10
2011
Os subo mas fotos del congreso:
Comments : Comentarios desactivados en Congreso COMEC 2011
Categories : Diseño con polímeros/Polymer design, Materiales
27
10
2011
Os paso fotos del congreso de Rumania. 4th International Conference on. COMPUTATIONAL MECHANICS AND VIRTUAL. ENGINEERING.
Comments : Comentarios desactivados en Congreso Comec 2011, Brasov Rumania
Categories : Diseño con polímeros/Polymer design