Prototipos avanzados
1 10 2012Os pongo algunos links sobre los temas dados en clase:
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
Os pongo algunos links sobre los temas dados en clase:
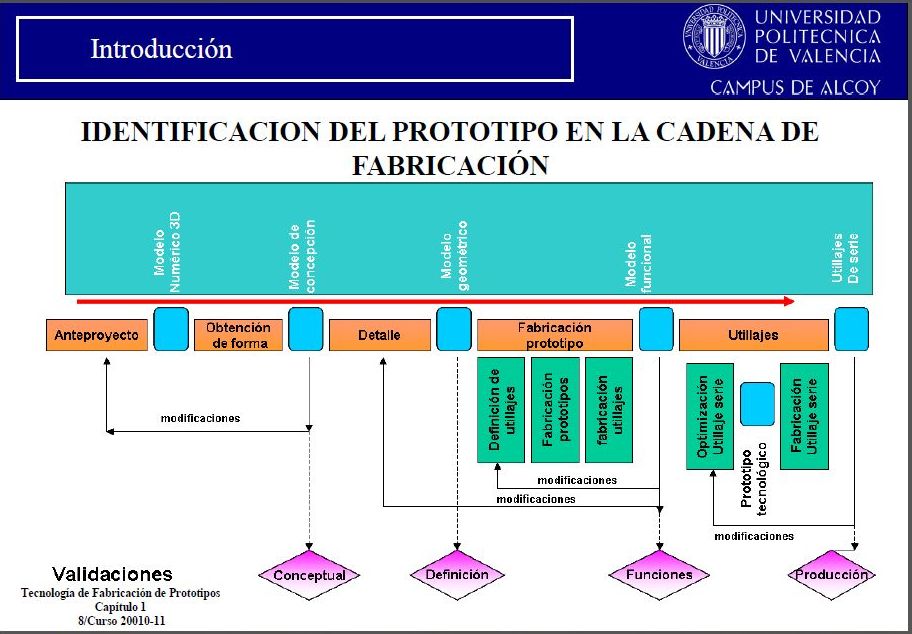
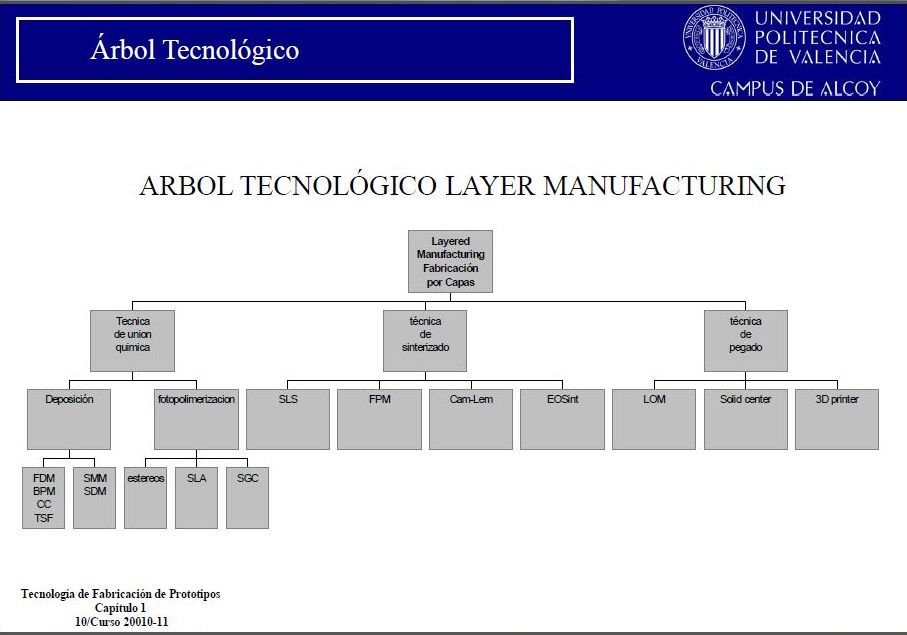
Hoy hemos finalizado el capítulo primero. Os pongo dos diapositivas que resumen el tema tratado:
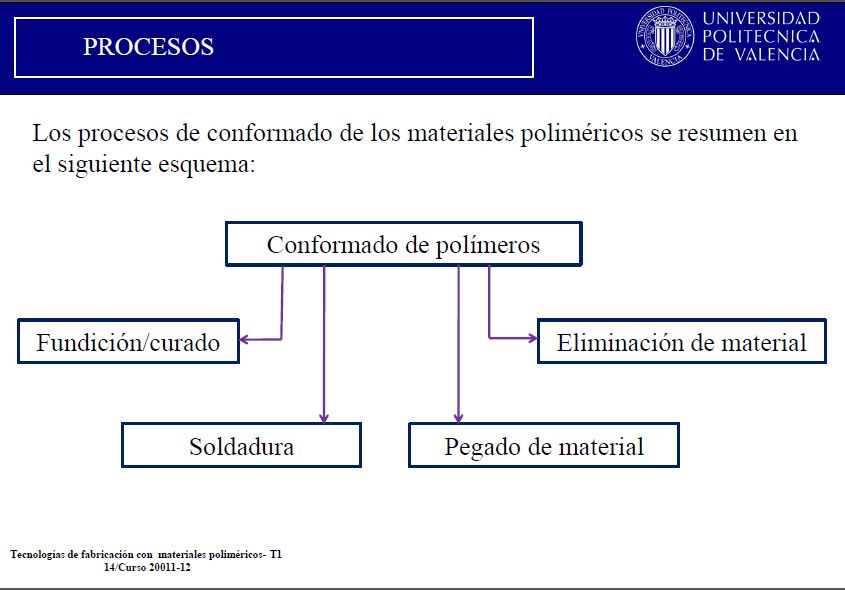
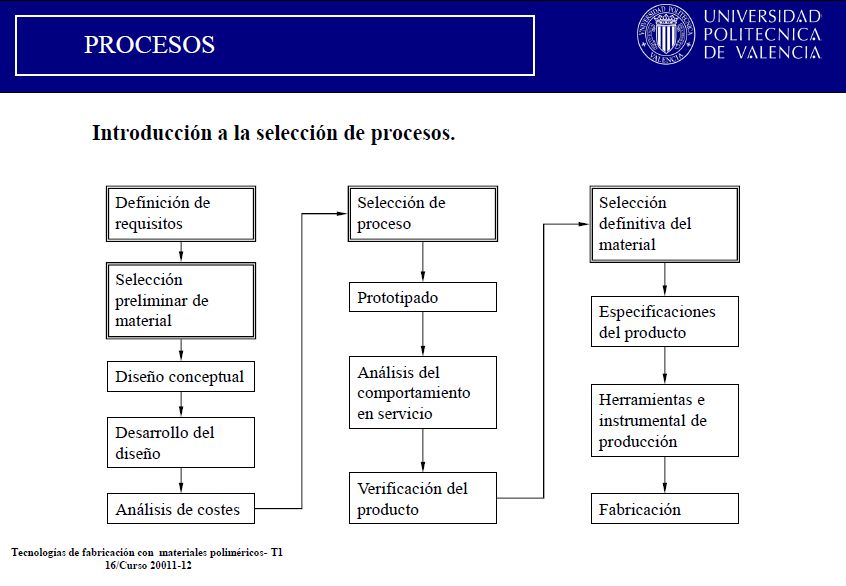
En la sesión de hoy hemos abordado el primer tema en el que se ha expuesto los conceptos básicos para la selección de procesos de conformado de materiales poliméricos y la selección de los materiales adecuados para su transformación y diseño.
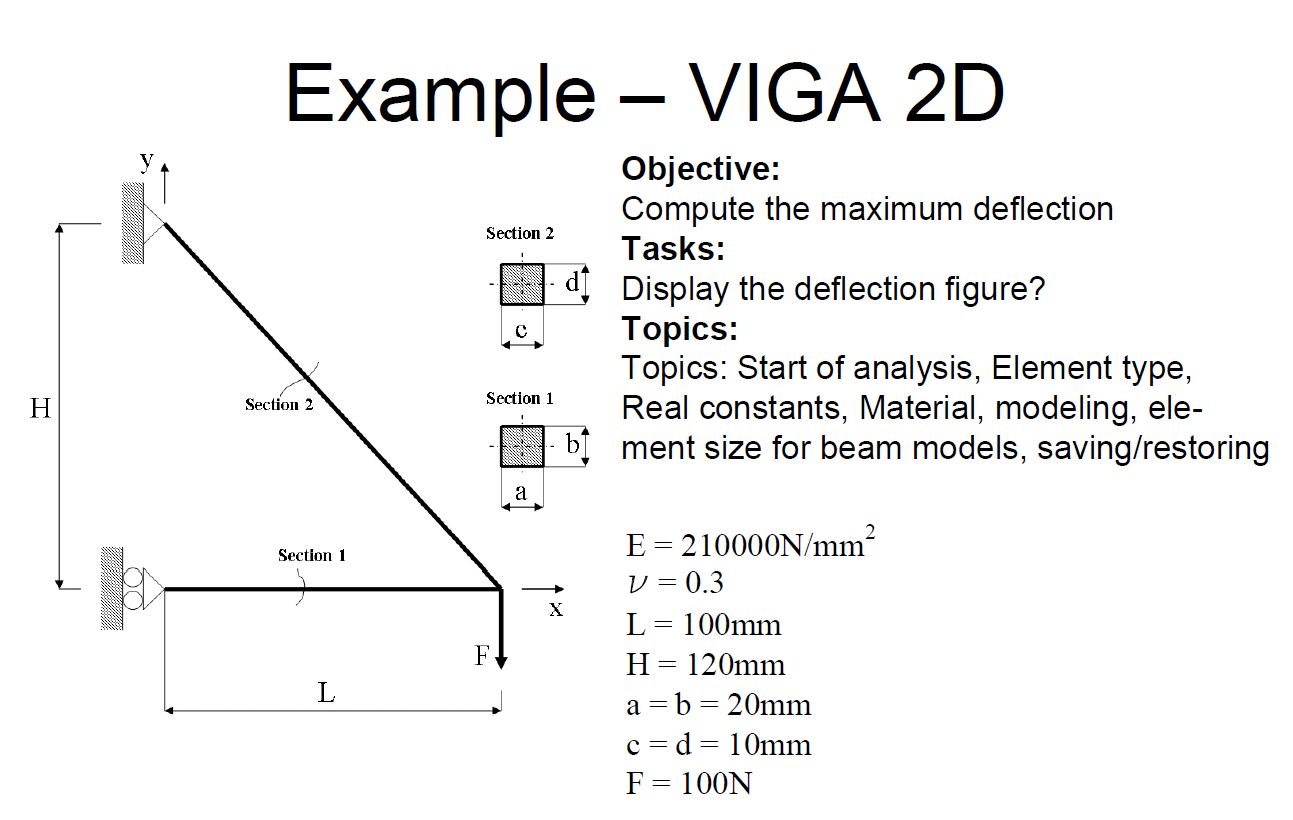
Os planteo el listado del primer ejemplo para que podais realizarlo en la version de ansys 12.1
/BATCH
/COM,ANSYS RELEASE 13.0 UP20101012 19:41:47 09/10/2012
/input,menust,tmp,»,,,,,,,,,,,,,,,,1
/GRA,POWER
/GST,ON
/PLO,INFO,3
/GRO,CURL,ON
/CPLANE,1
/REPLOT,RESIZE
WPSTYLE,,,,,,,,0
/PREP7
et, 1,beam3
r,1,400,13330,20
r,2,100,833,10
!*
MPTEMP,,,,,,,,
MPTEMP,1,0
MPDATA,EX,1,,2100000
MPDATA,PRXY,1,,0.3
K, ,,,,
K, ,100,,,
K, ,0,120,,
LSTR, 1, 2
LSTR, 2, 3
TYPE, 1
MAT, 1
REAL, 1
ESYS, 0
SECNUM,
TSHAP,LINE
!*
TYPE, 1
MAT, 1
REAL, 1
ESYS, 0
SECNUM,
TSHAP,LINE
!*
CM,_Y,LINE
LSEL, , , , 2
CM,_Y1,LINE
CMSEL,S,_Y
!*
!*
CMSEL,S,_Y1
LATT,1,1,1, , , ,
CMSEL,S,_Y
CMDELE,_Y
CMDELE,_Y1
!*
CM,_Y,LINE
LSEL, , , , 1
CM,_Y1,LINE
CMSEL,S,_Y
!*
!*
CMSEL,S,_Y1
LATT,1,2,1, , , ,
CMSEL,S,_Y
CMDELE,_Y
CMDELE,_Y1
!*
FLST,5,1,4,ORDE,1
FITEM,5,2
CM,_Y,LINE
LSEL, , , ,P51X
CM,_Y1,LINE
CMSEL,,_Y
!*
LESIZE,_Y1, , ,1, , , , ,1
!*
FLST,5,1,4,ORDE,1
FITEM,5,1
CM,_Y,LINE
LSEL, , , ,P51X
CM,_Y1,LINE
CMSEL,,_Y
!*
LESIZE,_Y1, , ,1, , , , ,1
!*
FLST,2,2,4,ORDE,2
FITEM,2,1
FITEM,2,-2
LMESH,P51X
!*
ANTYPE,0
FLST,2,1,3,ORDE,1
FITEM,2,3
!*
/GO
DK,P51X, , , ,0,UX, , , , , ,
FLST,2,1,3,ORDE,1
FITEM,2,1
!*
/GO
DK,P51X, , , ,0,ALL, , , , , ,
FLST,2,1,1,ORDE,1
FITEM,2,2
!*
/GO
F,P51X,FY,-100
FINISH
/SOL
/STATUS,SOLU
SOLVE
FINISH
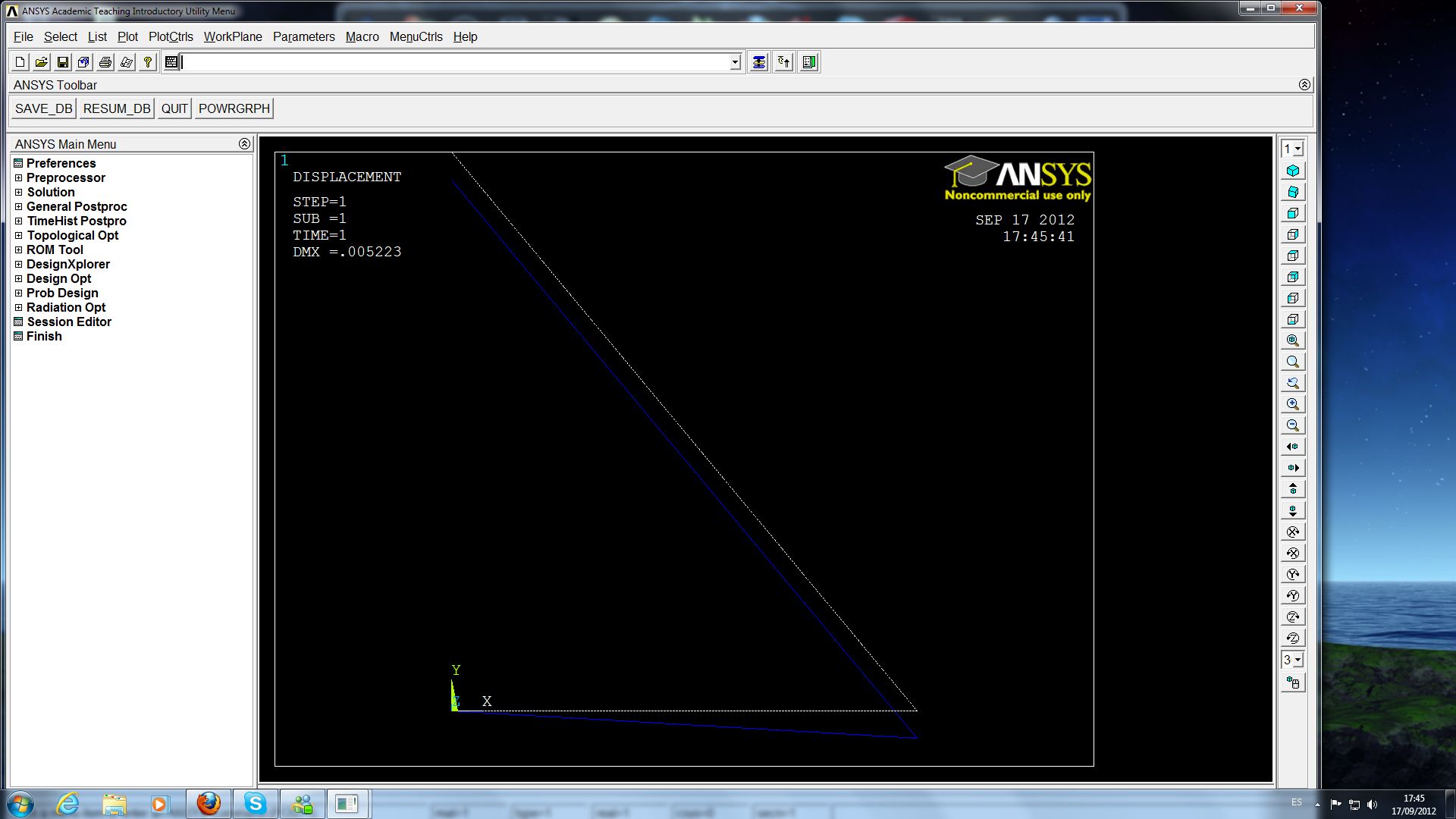
/POST1
PLDISP,2
Las imagenes que salen son:
Hoy ha sido la presentación de la clase.
El día 11 de septiembre 2012, hemos comenzado las clases del Máster con las presentaciones de las asignaturas
Estamos preparando contenidos para las asignaturas del nuevo curso.
El viernes 27 de julio del 2012, se procedió a la defensa de las tesinas de final de máster en diseño de piezas y moldes para inyección de plásticos. Han presentado su tesina, los alumnos D. José Torró, D. Luis Miguel Pérez y D. Santiago Benito.










Más fotos del proyecto final de carrera de Hamal.


Os pongo unas fotos de seguimiento de construcción de una maquina herramienta.


El alumno que realiza la tarea es Yasid Hamal. Los directores son Juan Rufino, D. Juarez y M.A. Peydro.
Links son:
http://radicalister.wix.com/3delta
o una de origen de la maquina :
http://www.pkmtricept.com/productos/index.php?id=en&Nfamilia=1240411072