Técnicas de acabado de materiales
18 05 2012Otra presentación de los alumnos realizada en clase.
Categories : Tecnicas de acabado de materiales
Otra presentación de los alumnos realizada en clase.
Este es un ejemplo de presentación realizada en la exposición de trabajos en clase.
La última exposición de trabajos del día 7 de mayo del 2012.


La galvanotecnia es la rama tecnológica que agrupa a aquellos procesos en los que se logra depositar una capa metálica continua y adherente, sobre la superficie de un conductor inmerso en un electrólito, con el uso de la corriente eléctrica. Al proceso de deposición en particular se le denomina recubrimiento electrólitico.
Los recubrimientos electrolíticos pueden ser de metales puros o de aleaciones.
En otros casos, la galvanotecnia no se utiliza para depositar una capa, si no para eliminar material y así modificar la superficie de una pieza, y con ello proporcionarle a esta, algunas propiedades deseables como pueden ser; apariencia brillosa o mate, mejor retención de lubricante, capacidad de absorber y retener colorantes etc.
En esta página haremos referencia solo a los procesos de deposición electrólitica.
Estos recubrimientos electróliticos se realizan en la práctica para aprovechar alguna propiedad particular inherente al material de la capa superficial depositada, con respecto a la misma propiedad del material base, o para restaurar las dimensiones de alguna pieza desgastada por el uso.
Los objetivos mas comunes que se persiguen con el recubrimiento electrolítico según el caso, son los siguientes:
En la tabla 1 se muestra algunas particularidades de los recubrimientos galvánicos mas comunes.
| Nombre | Material | Campo de aplicación mas común |
| Cobreado | Cobre | Capa base para el cromado o la vulcanización en acero de derivados del caucho. Recubrimiento decorativo de piezas de materiales no metálicos. Generación de las venas conductoras de circuitos impresos. |
| Cromado | Cromo | Recubrimiento anticorrosivo y decorativo. Recubrimiento resistente a la fricción en materiales ferrosos. Material para el relleno de zonas desgastadas en piezas de fricción. Superficie muy dura en ciertas aplicaciones. |
| Acerado | Hierro | Material de relleno en zonas desgastadas en acero e hierro gris. |
| Niquelado | Níquel | Recubrimiento anticorrosivo y decorativo. Capa base para el cromado. Recubrimiento de contactos eléctricos en conectores comunes. |
| Cadmiado | Cadmio | Para facilitar la soldadura blanda en componente eléctricos. Recubrimiento de contactos eléctricos en conectores comunes. |
| Galvanizado | Cinc | Recubrimiento anticorrosivo del acero. |
| Estañado | Estaño | Recubrimiento anticorrosivo temporal del acero. Para facilitar la soldadura blanda en componentes eléctricos. |
| Dorado | Oro | Recubrimiento protector y decorativo de bisutería. Protección anticorrosiva de venas en circuitos impresos. Recubrimiento de contactos eléctricos en conectores seguros. Conexiones internas de circuitos integrados. |
| Plateado | Plata | Recubrimiento protector y decorativo de bisutería. |
| Latonado | Latón | Recubrimiento protector y decorativo de bisutería. Recubrimiento antifricción de asentamiento en cojinetes. |
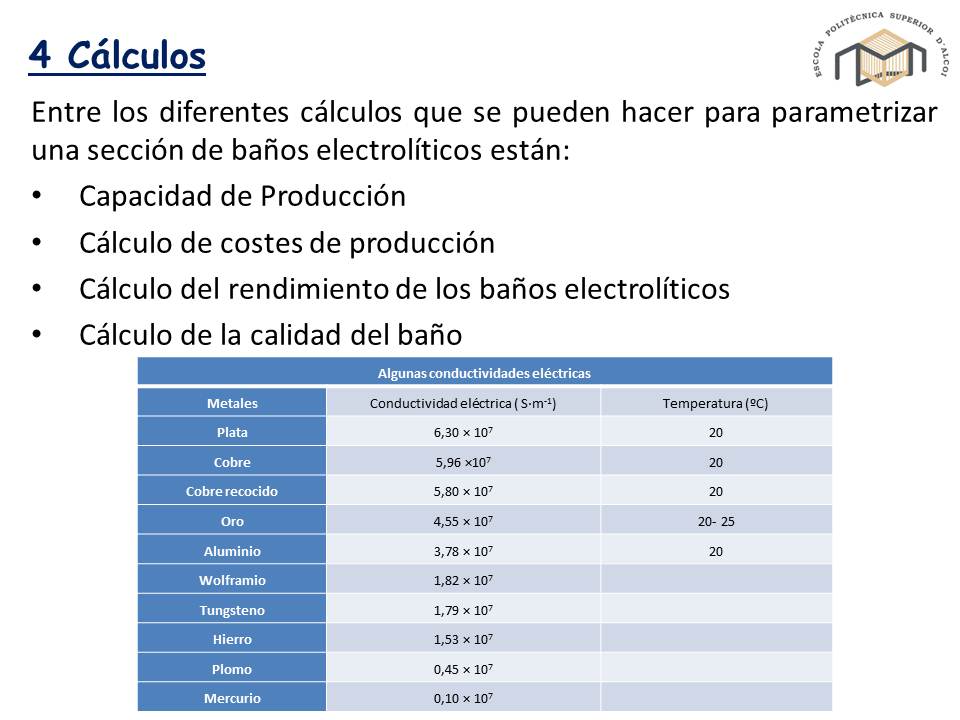
Los metales y sus aleaciones se consideran conductores de la corriente de primer género y las soluciones acuosas de sales, álcalis y ácidos como materiales conductores de la corriente de segundo género o electrólitos.
Para la formación de las sustancias que nos rodean, los átomos individuales se enlazan hasta tener una estructura organizativa espacial eléctricamente neutra, esto es, las cargas eléctricas contenidas en los átomos se compensan mutuamente. Durante la disolución de las sales, álcalis y ácidos en el agua, sus moléculas se separan en átomos o grupos de átomos. Esta separación rompe el equilibrio eléctrico, y los átomos o grupos de átomos resultantes quedan cargados eléctricamente debido a la carencia o exceso de los electrones que estaban anteriormente compartidos en su estructura, y se les denomina iones. Los iones cuando tienen carga eléctrica positiva (carencia de electrones) se llaman cationes, y cuando esta carga es negativa (exceso de electrones), aniones. Al proceso se le llama disociación electrolítica y a la disolución resultante conducirá la corriente eléctrica y se denomina electrólito.
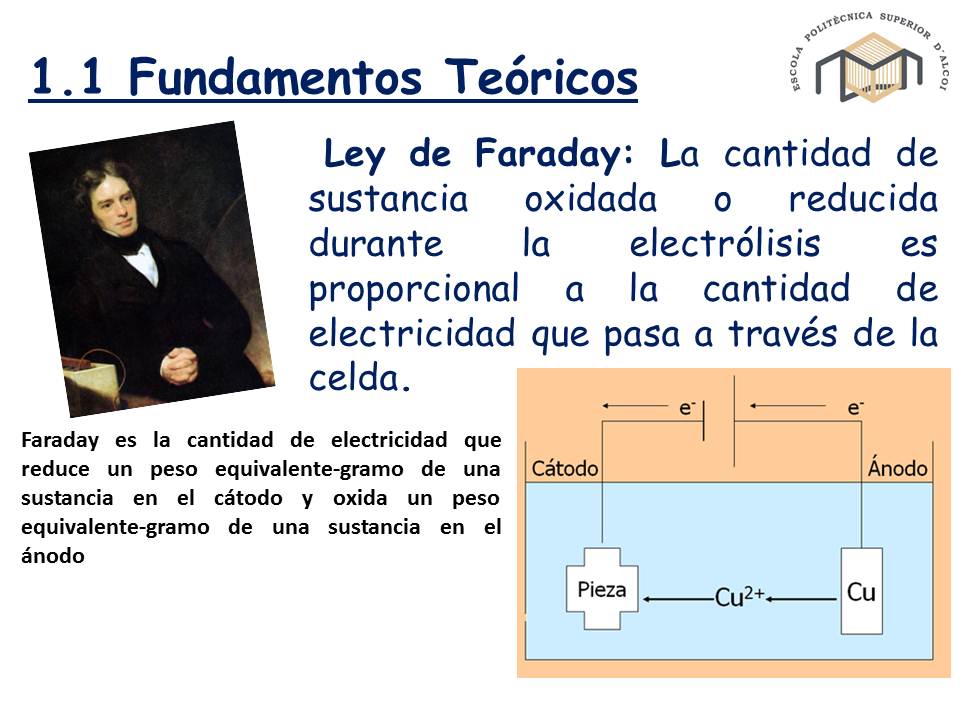
Si en un electrólito se introducen dos conductores en forma de electrodos y cada uno se conecta a uno de los polos de una fuente de corriente directa, los iones cargados positivamente o cationes se desplazan hacia el electrodo negativo denominado cátodo, y los cargados negativamente hacia el electrodo positivo denominado ánodo.
Una vez que los iones alcanzan la superficie del electrodo correspondiente y en dependencia de la naturaleza del electrólito, la intensidad de la corriente eléctrica y los electrodos utilizados, se produce una interacción electro-atómica entre el ion y el electrodo, que puede resultar en la descomposición del electrólito en sus átomos componentes, por ejemplo; la disociación del agua en hidrógeno y oxígeno, o bien la disociación de la sal, álcali o ácido disuelto con la formación de compuestos nuevos, o bien el transporte de átomos desde un electrodo al otro, con la consiguiente disminución de las dimensiones de un electrodo y el aumento de las del otro sin producirse disociación alguna. En algunos casos pueden producirse al mismo tiempo uno, o todos los fenómenos relacionados, esto es, la disociación de los compuestos y el transporte de átomos de un electrodo al otro. A este proceso se le conoce como electrólisis.
Durante la electrólisis que se realiza para la obtención de recubrimientos metálicos, se utiliza como cátodo, la pieza que se recubre, y como ánodo, comúnmente, placas o varillas metálicas. Los ánodos metálicos pueden ser solubles o inertes, en el caso de los ánodos solubles, estos están constituidos por el metal de recubrimiento, el que será transportado y depositado sobre la pieza como una capa coherente y bien adherida a la superficie de la pieza, con su consiguiente desgaste.
Los electrodos inertes se usan para el caso de que el metal de recubrimiento se produce a expensas del material disuelto en el electrólito, por ejemplo; en el cromado, en estos casos el electrólito se va paulatinamente empobreciendo y resultará necesario agregar mas material soluble de tiempo en tiempo.
Para la elaboración de los recubrimientos electrolíticos de las piezas se requiere en general de alguna preparación previa, antes de aportar la capa de metal deseada; en general esta preparación puede ser:
Una vez preparada la pieza, podrá comenzarse el proceso de deposición de la capa galvánica.
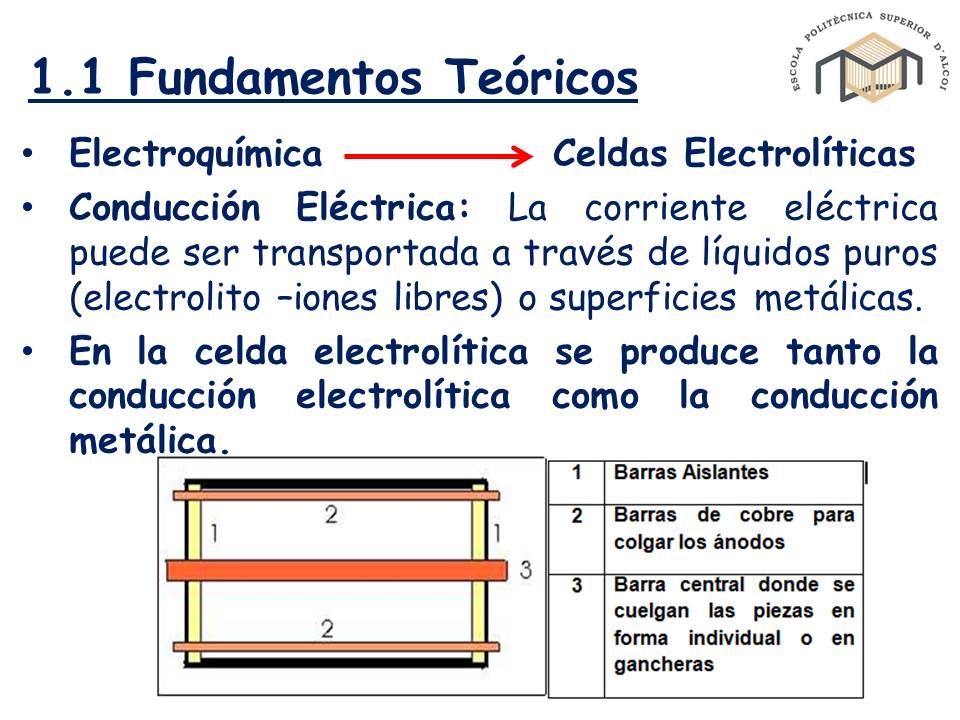
El proceso electrolítico se realiza dentro de un recipiente adecuado, generalmente abierto, que recibe el nombre de cuba. Esta cuba de construye con las dimensiones adecuadas de acuerdo al tamaño de las piezas a recubrir, y debe ser inerte químicamente al electrólito a utilizar.
Una vez llena la cuba con el electrólito se obtiene lo que se conoce como baño galvánico. En este baño galvánico se sumergirán luego las piezas a recubrir en soportes adecuados para que queden colgadas en el electrólito, también debe tener los soportes adecuados para colgar los electrodos de trabajo, y en ocasiones debe estar dotada de sistemas de ventilación forzada para retirar los gases que se producen durante el proceso electrolítico de recubrimiento.
Como la electrólisis puede hacerse mas o menos intensa en dependencia de la magnitud de la corriente eléctrica utilizada por unidad de superficie de la pieza a recubrir (densidad de corriente), el proceso puede acelerarse o disminuirse manejando esta intensidad. Sin embargo este manejo no puede hacerse de manera indiscriminada, existen ciertos valores óptimos que resultan decisivos en la calidad o características del recubrimiento final.
Una densidad de corriente muy elevada, aunque aumenta la velocidad de deposición y con ello el grosor de la capa depositada por unidad de tiempo, haciendo el proceso mas rápido y productivo, la calidad del recubrimiento puede ser mala e incluso inservible, la capa puede no quedar adherida o ser esponjosa y débil.
En algunos procesos electrolíticos de galvanizado, resulta conveniente el uso de corriente alterna asimétrica, esto es, los electrodos se alimentan con electricidad de polaridad cambiante, un tiempo corto a intensidad mas baja, en contra de la deposición, seguido de un tiempo mas largo y mayor intensidad en el sentido de la deposición. Esta forma de corriente produce una suerte de pequeño decapado entre las subsiguientes micro-capas generadas cuando la corriente eléctrica fluye en el sentido de la deposición.
La temperatura del electrólito del baño también puede ser muy influyente en las características y calidad del recubrimiento.
En algunos procesos de recubrimiento esta temperatura puede determinar si la capa queda con brillo o mate, pueda ser mas dura o blanda y otros factores.
Aunque de forma general, la densidad de la corriente utilizada en un determinado proceso galvánico puede calcularse, dividiendo la intensidad de la corriente utilizada entre al área de la pieza:
| D | = | I/A |
Donde:
I= Intensidad de la corriente en ampéres.
A= Área de la pieza en Dm
La distribución real de la densidad de corriente puede ser muy diferente de unas zonas a otras de la pieza colocada en el baño, y con ello producirse una capa de grosor diferente (e incluso defectuoso), en cada una, si no se tienen en cuenta ciertos factores geométricos que garanticen la igualdad de la densidad de corriente en todas la áreas de la pieza.
Entre esos factores geométricos están:
En las figuras 1, 2 y 3 se muestran esquemas que ilustran la influencia de algunos de estos factores en la continuidad de la capa depositada.

Figura 1
Influencia del tamaño y colocación de los electrodos así como de la profundidad de inmersión de la pieza en el espesor de la capa de recubrimiento
Observe la figura 1, en ella se han representado dos variantes de colocación de la pieza y los electrodos, en una cuba galvánica. Fuente: http://www.sabelotodo.org/electrotecnia/galvanotecnia/galvanotecnia.html
|






There are two types of blow moulding – Extrusion & Injection blow moulding. In Extrusion Blow Moulding, plastic resin is heated up to melt and extruded into a tubular shape called Parison. This Parison is then trapped inside two halves of the required mould and blown by air to the shape of mould. In Injection Blow moulding, first the material is injected to form a preform and then it is blown to the shape. Extrusion Blow moulding is used to produce all types of drums, cans, bottles etc. and injection blow moulding is used to produce bottles.
Continuous Type Blow Moulding:
In continuous blow moulding the Parison – tubular molten raw material – is extruded continuously and the mould moves sidewards after receiving the parison. The blowing will be done in the blowing station and the blown containers ejected. The mould will again move towards the parison and next cycle starts.
Intermittent Type Blow Moulding:
In intermittent blow moulding the molten material is stored in a chamber called accumulator and Parison is ejected intermittently during the start of each cycle. Hence these machines are known as accumulator type blow moulding machines. In Accumulator machines Parison is ejected intermittently at the starting of each cycle. During the blowing time the molten material processed by extruder is stored in the accumulator chamber on the die head.
Injection Blow Moulding:
In normal injection Blow moulding process, the Preform made by injection moulding is directly blown to the required shape of mould. The injection process allows generating better neck formation to the container.
Injection Stretch Blow Moulding:
In normal injection stretch Blow moulding process, the Preform made by injection moulding is first stretched along the axis to orient the structure and then blown to the required shape of mould. This allows creating transparent containers with very low wall thickness and better strength.
Single Stage Injection Blow Moulding:
In single stage moulding, the preform is made and immediately blown to shape in the same machine. The normal injection blow moulding is done by this process. The stretch blow moulding also done in single stage process.
Two Stage Injection Blow Moulding:
In two stage process, first the preform made like any injection mould process. The ready preform then re-heated, stretched and blown to the required shape. Here the preform making and blow moulding are done in two different machines. This process is used normally for stretch blow moulding.

Fuente: http://blowmoulding.blogspot.com.es/2009/03/types-of-blow-moulding.html.
Autor :Narayanan U M ;India. More Than 20 Years Experience In Plastic Processing Machinery manufacturing,
Os subo las fotos de la ultima exposición del 2 de abril del 2012.


http://www.sulzermetco.com/en/desktopdefault.aspx/tabid-4021/7681_read-17566/

HVOF (high velocity oxygen fuel spraying) liquid fuel uses an oxygen-kerosene mixture. The coating material, in powdered form, is fed axially through the gun, generally using nitrogen as a carrier gas. The fuel is thoroughly mixed with oxygen within the gun and the mixture is then ejected from a nozzle and ignited outside the gun. The ignited gases surround and uniformly heat the powdered spray material as it exits the gun and is propelled to the workpiece surface.
Process Basics
| Heat Source | Fuel (liquid) and oxygen |
| Material | Powder (metal) |
| Flame Temperature | approx. 2800 °C |
| Particle Velocity | 400 to 800 m/s |
| Spray Performance | 70 to 200 g/min |
| Schematic Diagram |  |
Process Features
Typical Applications
 |
 |
 |
Os subo unas fotos de las exposiciones de los trbajaos de técnicas de acabado de materiales.