Procesado de propotipos
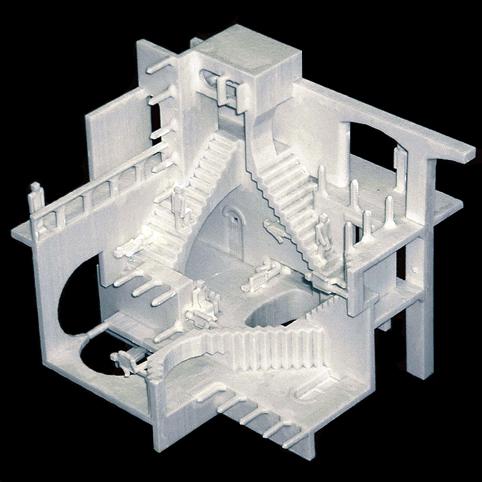
27 12 2012Os cuelgo unas fotos del proyecto que ha realizado Miguel Martinez. Ya me diréris que os parece:







Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
Os cuelgo unas fotos del proyecto que ha realizado Miguel Martinez. Ya me diréris que os parece:
En este contexto, con el objeto de difundir las ventajas que ofrecen estos nuevos procesos frente a los tradicionales y sus amplias posibilidades de desarrollo futuro, Cotec ha elaborado un informe en el que revela las claves de la Fabricación Aditiva. En principio, es preciso recordar que este modelo consiste en la sucesiva superposición de capas micrométricas de material, normalmente en forma de polvo, hasta conseguir el objeto deseado.

Las impresoras 3D ya son utilizadas para la fabricación aditiva de piezas y maquetas.
De la Fábrica Industrial a la “Fábrica Digital 2.0”
Tal y como señala el estudio de Cotec, en las tres últimas décadas se ha producido una transición hacia lo digital en todos los ámbitos y las fábricas no han sido ajenas a este fenómeno, incorporando desde sistemas de Diseño Asistido por Computación (CAD) hasta software de Fabricación Asistida por Computador (CAM), pasando por el empleo de autómatas y robots, la inspección de calidad mediante visión artificial y el control del avance de la producción en tiempo real (MES), así como la modelización y recreación virtual de procesos y fábricas enteras con software de simulación (CAPE).
Todos estos avances han permitido procesar a gran velocidad ingentes cantidades de datos y manejar sistemas mecánicos, superando los límites conocidos de fiabilidad y precisión. Sin embargo, los procesos de fabricación, aunque asistidos por controles más avanzados, siguen siendo principalmente tradicionales por arranque de material, por fundición o por inyección. Pues bien, estos métodos se enfrentan a limitaciones ya no de control, sino físicas, como la imposibilidad de realizar taladros curvos, las colisiones de herramientas con la pieza de geometría compleja o las restricciones de ángulos de desmoldeo, por ejemplo, que bloquean la creatividad y constituyen una barrera, muchas veces infranqueable, al desarrollo de nuevos productos de alto valor añadido o con nuevas funcionalidades.
Según se recoge en el documento de Cotec, las tecnologías de Fabricación Aditiva, aprovechando el conocimiento de la era digital, permiten superar esas limitaciones y suponen una auténtica revolución respecto a los procesos tradicionales de fabricación al permitir crear por deposición controlada de material, capa a capa, aportando exclusivamente allí donde es necesario, hasta conseguir la geometría deseada, en lugar de arrancar material (mecanizado, troquelado,…), o conformar con ayuda de utillajes y moldes (fundición, inyección, plegado,…).
Son muy diversas las técnicas de Fabricación Aditiva como la estereolitografía o el sinterizado selectivo láser, que permiten obtener piezas desde un archivo CAD 3D, “imprimiéndolas” de forma totalmente controlada sobre una superficie. Por eso también se han empleado otros términos para referirse a ellas como e-manufacturing (fabricación electrónica), Direct Manufacturing (fabricación directa) o Additive Layer Manufacturing-ALM (fabricación aditiva por capas).
Las principales características que distinguen los procesos de fabricación aditiva de cualquier otro método tradicional y que le confieren grandes ventajas competitivas son:
1. Con la Fabricación Aditiva, la personalización no encarece el proceso porque permite crear productos, sin penalizar el coste, independientemente de si se tiene que fabricar un determinado número de piezas iguales o todas distintas, lo que facilita la personalización, que es una de las principales tendencias actuales en el desarrollo de productos de alto valor añadido y uno de los paradigmas que persigue la industria en los países desarrollados al considerarlo clave para su sostenibilidad.
2. La complejidad geométrica que se debe conseguir no encarece el proceso. Características como la esbeltez, un vaciado interior, canales internos, los espesores variables, las formas irregulares e incluso la reproducción de la naturaleza (persiguiendo ergonomía, aerodinámica, hidrodinámica, entre otros) son retos que los métodos convencionales (sustractivos y conformativos) de fabricación no han resuelto más que con aproximaciones, ensamblajes o por medio de procesos de muy alto coste, y que para la Fabricación Aditiva son, en muchas ocasiones, propiedades muy poco relevantes a la hora de fabricar una pieza.
3. Fabricación competitiva de series cortas de productos. Dependiendo del número de piezas a fabricar se hace necesario estudiar a partir de qué cantidad de piezas es rentable fabricar tradicionalmente, por ejemplo a través de molde de inyección, o si por el contrario es más rentable producir las piezas por fabricación aditiva, donde se añade la ventaja de poder realizar modificaciones durante la vida del producto sin apenas coste adicional o parametrizar el producto y fabricarlo según necesidad, sin estar atado a un costoso molde (coste inicial, mantenimiento, almacenamiento…).
Estas características suponen un cambio radical en el proceso de diseño de los productos y permiten gran libertad creativa, así como la réplica exacta de modelos teóricos de ingeniería sin las aproximaciones que imponen los métodos sustractivos o conformativos, de forma que se podría afirmar que con la Fabricación Aditiva se puede fabricar cualquier objeto al alcance de la imaginación humana. Otra ventaja de la libertad geométrica que confieren estas tecnologías es la adaptación de los productos a la biomecánica humana, de forma que los diseños alcancen una mejor interacción con el usuario y se adapten no solo a unas tallas estándar, sino exactamente a las particularidades antropométricas de cada individuo, sin afectar a los costes de fabricación.
Además, estos procesos de fabricación permiten integrar distintas geometrías y materiales en un mismo objeto para conseguir incluso que simultáneamente se fabrique un eje y su cojinete, un rodamiento, un muelle y su soporte, un tornillo y su corona, es decir, un mecanismo totalmente integrado en la pieza en la que deberá trabajar, sin necesidad de armados y ajustes posteriores. También permiten jugar con la porosidad de un mismo material o fabricar aportando simultáneamente varios materiales en un mismo sólido, superando así las limitaciones que imponen los procesos de tradicionales en la relación peso/resistencia mecánica, aportando nuevas funcionalidades y abaratando los costes de los materiales.
Aunque existen actualmente limitaciones y retos tecnológicos que deben ser resueltos, el enorme potencial de las ventajas que la tecnología aporta al cambiar conceptualmente la forma de fabricar (de los sustractivo a lo aditivo), abre un mundo infinito de interesantísimas oportunidades de nuevos productos y modelos de negocio para el futuro. Conociendo la evolución que han tenido otras tecnologías en el pasado en poco tiempo, habrá que preguntarse hasta dónde llegará esta tecnología en los próximos años. Al igual que hoy en día es normal disponer de una impresora de papel en nuestras casas, ¿se llegará a disponer de impresoras 3D en las casas de nuestros hijos para que se fabriquen sus propios productos, que previamente han diseñado?, ¿qué interrelación surgirá con las redes sociales, donde un grupo colaborativo de profesionales o consumidores finales puedan concebir, diseñar y fabricar productos localmente bajo demanda, personalizados…?, ¿nos encontramos ante un nuevo concepto de fabricación, la fábrica digital 2.0? Hoy en día la Fabricación Aditiva permite ya esto.
Medicina, aeronáutica, automoción, joyería, arte y textil, entre sus principales aplicaciones
Los sectores donde las tecnologías de Fabricación Aditiva ya se emplean actualmente son, entre otros, la automoción, la aeronáutica, la joyería, el arte, el sector textil y el médico, pero también tiene un gran potencial en la industria manufacturera en general y en nuevos sectores económicos como el de los videojuegos.
El sector médico ha sido un motor para el desarrollo de la tecnología desde sus orígenes y uno de los principales fabricantes de maquinaria para Fabricación Aditiva identifica este sector como el de mayor aplicación de los productos fabricados con esta tecnología (23%), seguido del sector de automoción (15%) y el aeronáutico (15%). Ese elevado interés se debe, entre otros motivos, a la necesidad de piezas únicas y de modelos geométricos de gran complejidad para adaptarse bien al cuerpo humano, además de la familiaridad entre los sistemas de captura de datos médicos (TAC, escáner,…) y las técnicas de tratamiento de ficheros necesarias para la Fabricación Aditiva, de forma que es posible integrarlos con relativa facilidad.
Entre los susbsectores médicos de aplicación cabe destacar los biomodelos, para reproducir de manera exacta partes o la totalidad del cuerpo de un paciente, con el fin de que el cirujano pueda planificar una intervención quirúrgica compleja; los implantes artificiales personalizados de oído, dentales, prótesis articulares a medida (rodilla, hombro, cadera,…); instrumental quirúrgico y herramientas de ayuda en las intervenciones; y los “scaffolds”, que son estructuras porosas que propician el crecimiento de tejidos artificiales, como el óseo o el cartilaginoso, y que cada vez son más empleados en ingeniería tisular. La Fabricación Aditiva permite, en este caso fabricar estas estructuras con toda la complicación que se requiera, consiguiendo formas en 3D en las que el nuevo tejido se puede aproximar perfectamente a su forma final.
Las tecnologías de Fabricación Aditiva también atienden las exigencias del sector aeronáutico, en el que los bajos volúmenes de fabricación, la necesidad de un compromiso óptimo entre la resistencia mecánica de las piezas y su peso, la personalización y la necesidad de utilizar geometrías complejas las hacen imbatibles frente a procesos de fabricación tradicionales. Y a las del sector de automoción, en el que los grandes constructores ya están aplicando estas tecnologías para la fabricación de prototipos y para la validación de las primeras series de los nuevos modelos, y de la Fórmula 1, para dar respuesta a los requisitos de resistencia mecánica con reducción de peso, exigencias aerodinámicas y personalización de cada escudería.
Otros sectores de aplicación son aquellos intensivos en diseño como los de joyería, arte, textil y mobiliario que aprovechan las ventajas de la Fabricación Aditiva en cuanto a la libertad absoluta para diseñar cualquier forma, por muy compleja que resulte, y a la rapidez en el rediseño; el sector del molde y la matricería, para construir moldes o partes de moldes de fabricación muy complejos, con características como canales interiores de refrigeración para controlar la refrigeración de la pieza allí donde se necesite; o en el sector de los videojuegos, al permitir la fabricación exacta en tres dimensiones de los personajes virtuales o “avatares”.
Fuente: La Catedral Innova.
http://www.lacatedralonline.es/innova/caleidoscopio/12071-la-fabricacion-aditiva-una-nueva-revolucion-industrial-en-la-era-de-las-tic
Exposición de trabajos:


Se han expuesto algunos trabajos de tecnologias de fabricación con materiales polimericos. Estos trabajos son simulaciones con el porgrama Autodesk Moldflow™.



Exposición de trabajos en el dia de hoy:





clase de exposiciones de hoy.











Os muestro imagenes del resultado de la ultima práctica:
Colado al vacío.





El link del proyecto reprap.
http://es.wikipedia.org/wiki/Proyecto_RepRap
Publicado el 16 septiembre 2011 por Luissantalla en http://es.paperblog.com/impresion-3d-685039/
Las principales tecnologías existentes actualmente son:
Materiales FullCure® se basan en materiales acrílicos y fotopolímeros que permiten construir modelos y piezas 3D de alta precisión con detalles finos para una amplia gama de aplicaciones de prototipado rápido.
Las impresoras 3D ZPrinter utilizan dos componentes básicos para “imprimir”: un composite especial y una “tinta” que compacta el composite. El área de trabajo es de 25 x 35 cm. (según modelo) sobre la que se deposita el composite de forma uniforme y posteriormente, varios cabezales de inyección de tinta (similares a los de una impresora doméstica) lanzan la tinta de distintos colores sobre la sección del modelo a compactar. La impresora 3D “imprime” dos capas de entre 0,089 mm y 0.203 mm por minuto hasta un máximo de 20 cm de altura (tamaño máximo de la cubeta).
Al terminar la impresión, el composite sobrante se aspira y se recicla para futuros usos, dejando el modelo limpio y libre de residuos. En este etapa del proceso, la pieza es todavía fragil y debe manipularse con cuidado. Para darle el acabado final, es necesario infiltrarla (sumergirla) en uno de los distintos infiltrantes (adhesivos especiales), que incrementan la dureza y resistencia de la pieza hasta que pueda ser manipulada sin ningún tipo de precaución especial.
El “polvo” que utiliza la impresora 3D como soporte de impresión puede tener distintas propiedades para utilizarse en procesos distintos. La tecnología de impresión 3D de ZCorp puede utilizarse para hacer modelos en color de manera directa, para fabricar moldes o moldes inversos, se pueden hacer piezas elásticas (a base de elastómero) y piezas capaces de encajar unas con otras.
Las impresoras 3D utilizan diferentes tipos de “tinta” según el tipo de composite que vayan a utilizar. De este modo, existen aglomerantes con distintos nombres comerciales (zb59, zb58, zb56,…) que tienen una mezcla adecuada para trabajar con los distintos tipos de composite. Sin embargo, la característica principal que distingue a estas tintas es el color.
Los modelos creados con la tecnología de impresión 3D ZCorp son relativamente frágiles recien sacados de la máquina. Existe una gran variedad de infiltrantes que se utilizan para obtener distintos acabados en las piezas. Los infiltrantes más comunes son:
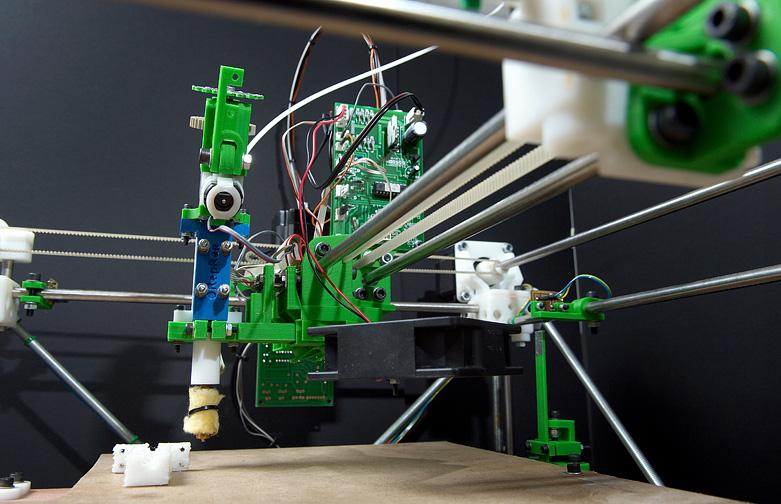
El Proyecto RepRap es una iniciativa para tratar de crear una máquina auto-replicable (capaz de fabricarse a sí misma), que puede ser usada como herramienta de prototipado rápido y de manufactura. RepRap está desarrollado bajo licencia GNU para producir una impresora 3D con ingeniería abierta “open source” . Actualmente sólo puede producir copias de sus partes de plástico, aunque el objetivo declarado del proyecto, y hacia el que se está avanzando, es llegar a imprimir sus circuitos y sus partes de metal. Su creador dice que “queremos asegurarnos de que todo tiene fuente abierta, no sólo el diseño y los programas de control sino la herramienta completa.”
Objet puede ofrecer un rango de 65 materiales para la impresión 3D, dentro de los cuales se encuentran 51 materiales compuestos (Digital Materials), para una amplia gama de aplicaciones de creación rápida de prototipos, y que cubre desde la visualización de alto realismo hasta la verificación funcional avanzada.
El Material Digital Objet ABS-like es un material de alto impacto (65-80J/m o 1,22-1,50 ft lb/in), alta resistencia al calor (65°C o 149°F; y 90°C o 194°F después de un tratamiento térmico posterior) ideal para fabricantes e ingenieros que intentan hacer simulaciones funcionales de productos de plásticos de ingeniería del tipo ABS, tales como piezas de encaje a presión, piezas móviles y resistentes y productos que requieren de pruebas de caídas.
El material Objet Clear ofrece una transparencia óptica y visualmente clara, combinada con una alta estabilidad dimensional.Esto permite que los ingenieros simulen el PMMA en aplicaciones similares al vidrio tales como lámparas, lentes y envases para cosméticos.
El material todo propósito Objet VeroWhitePlus lanzado recientemente para la familia de impresoras 3D de escritorio está disponible ahora para la línea profesional Objet Eden de impresoras 3D y la línea Objet Connex de impresoras 3D para varios materiales. Objet VeroWhitePlus es ideal para las pruebas de forma y aptitud para un amplio rango de industrias y para la validación del diseño de modelos.
Read more at http://es.paperblog.com/impresion-3d-685039/#JGupvFL9MB1FTQkf.99
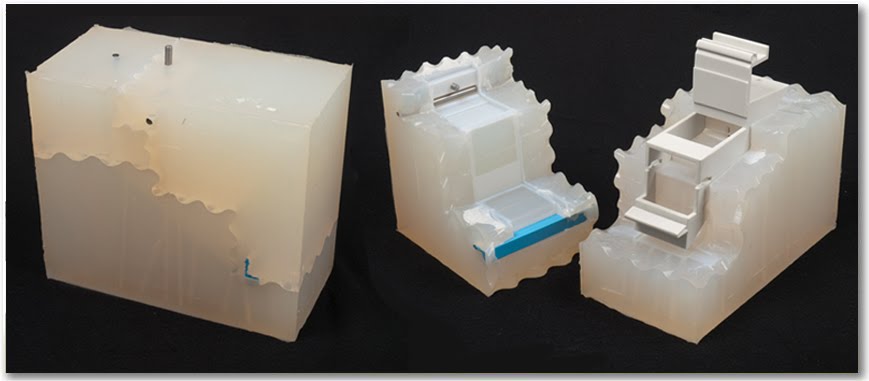
En la ultima sesión trabajamos en moldes de silicona.


La tecnología de los moldes de silicona es conocida hace tiempo y es muy utilizada para múltiples aplicaciones. Cuando es necesario fabricar más de cinco copias de una misma pieza, los costes del prototipado en impresoras 3D son mayores que si fabricamos un molde de silicona y colamos la pequeña preserie en ellas. Además, en estos moldes se cuelan materiales de diferentes características mecánicas, colores variados, resinas transparentes, etc.

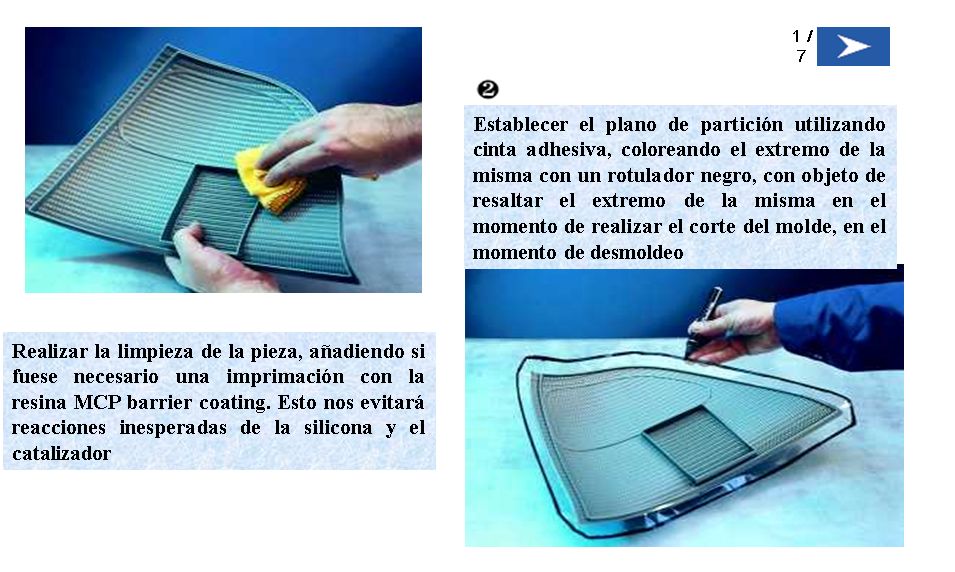
Lo primero es obtener un modelo con una tecnología de impresión 3D. Lo mejor es elegir una tecnología con un perfecto acabado superficial como Polyjet de Objet o Estereolitografia. Esto es debido a que el molde de silicona va a reproducir absolutamente todas las marcas y formas del modelo.

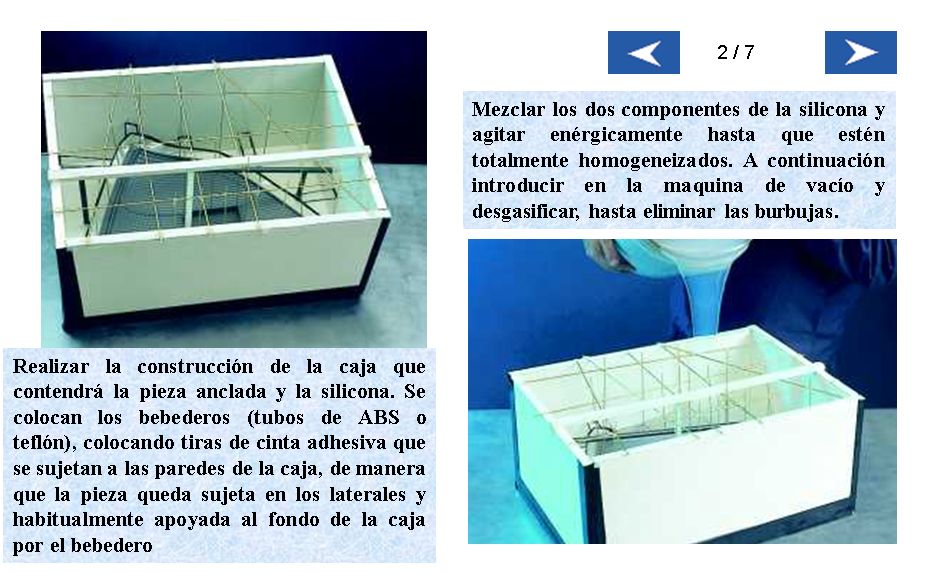
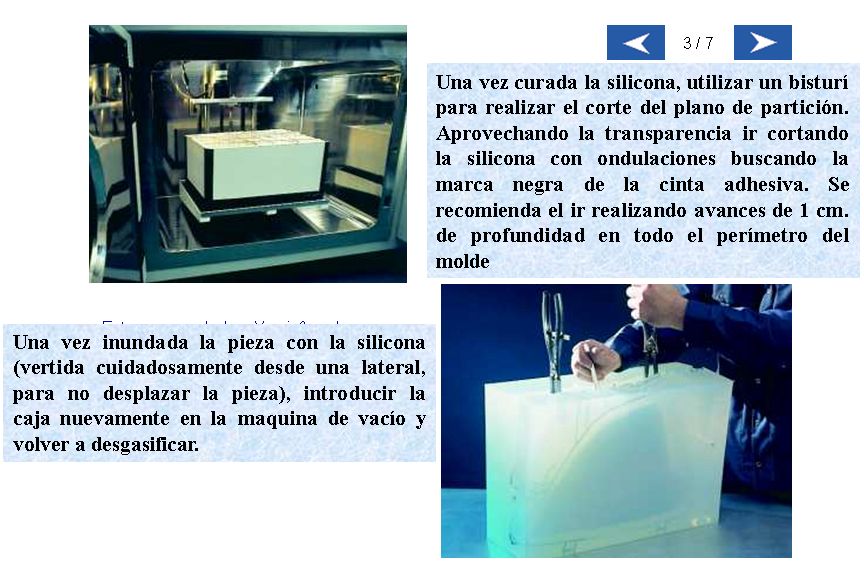
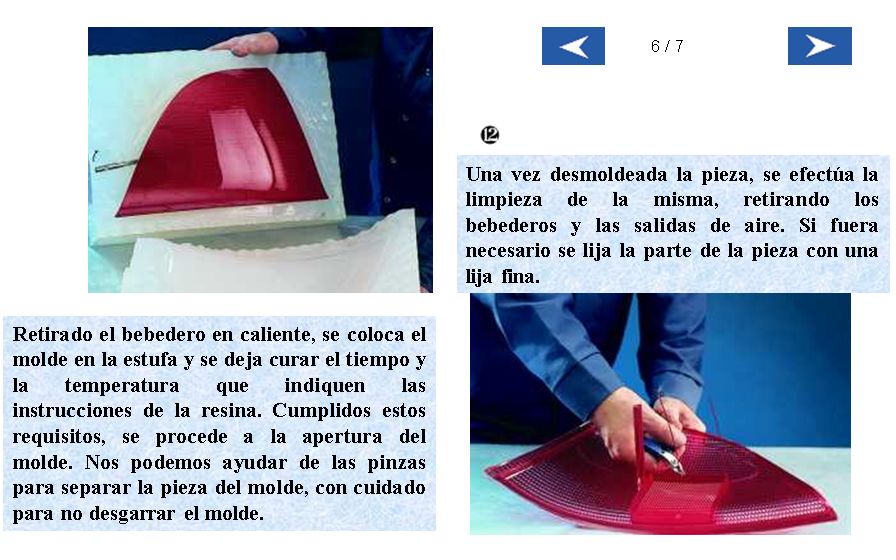
Tras preparar el modelo, se vierte la silicona liquida junto con un catalizador que hará que esta se endurezca en 24h aproximadamente. Una vez curada, se corta en dos o más tozos, según necesitemos para moldear y desmoldear las piezas coladas.
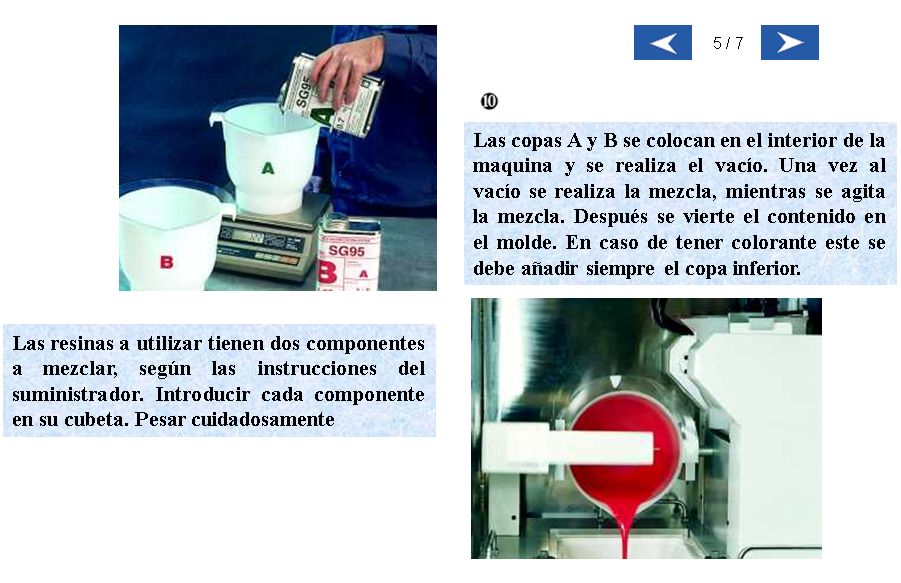
Una vez preparado el molde se cierra y esta listo para recibir las coladas de plástico poliuretano o epoxi. Estos plásticos son bicomponentes, es decir, se mezclan y mediante una reacción química exotérmica endurecen. Esta reacción puede estar completa en pocos minutos o en varias horas, dependiendo del plástico. Tanto para la preparación de la silicona como para el colado del plástico bicomponente, es necesario hacerlo dentro de una cámara de vacío, de forma que podemos extraer cualquier burbuja de aire atrapada y ayudar a la colada dentro del molde al liberar el vacío.

El proceso es bastante manual y cuenta con una buena parte labor especializada del operario a la hora de planificar los cortes de la silicona, el llenado de las cavidades, desmoldeos, etc. Asimismo es una labor de taller ya que estamos trabajando con plásticos y siliconas líquidas, desmoldeantes y demás productos químicos.
La gran ventaja del moldeo en silicona es su rentabilidad para 25-50 piezas (un molde de silicona resiste 20-25 coladas) que se pueden realizar en pocos días. La segunda ventaja es la versatilidad de materiales que se pueden utilizar, lo que permite ajustar las características de la pieza a las necesidades del cliente. Piezas resistentes a Tª, piezas elásticas, colores RAL definidos, piezas transparentes con/sin tonalidad, etc.
La principal desventaja es que siguen sin ser materiales plásticos finales. Siempre que se habla de estas piezas hablamos de materiales SIMILARES a los finales.
Para más información acerca de los materiales para colada en silicona, uno de los proveedores más conocidos: Axson Technologies
Información acerca de un fabricante de cámaras de vacío: MTT Technologies
fuente: http://prototipos-rapidos.blogspot.com.es/2010/08/prototipos-en-moldes-de-silicona.html