tecnologías de fabricación de prototipos
13 12 2012clase de exposiciones de hoy.
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
clase de exposiciones de hoy.











Os muestro imagenes del resultado de la ultima práctica:
Colado al vacío.





El link del proyecto reprap.
http://es.wikipedia.org/wiki/Proyecto_RepRap
Publicado el 16 septiembre 2011 por Luissantalla en http://es.paperblog.com/impresion-3d-685039/
Las principales tecnologías existentes actualmente son:
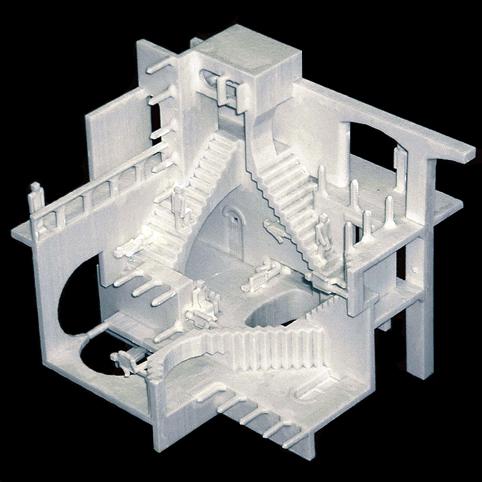
Materiales FullCure® se basan en materiales acrílicos y fotopolímeros que permiten construir modelos y piezas 3D de alta precisión con detalles finos para una amplia gama de aplicaciones de prototipado rápido.
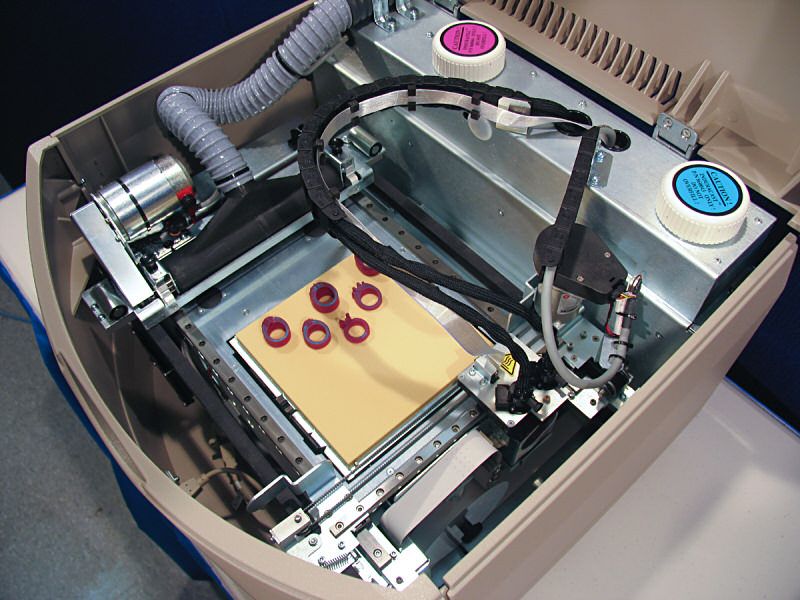
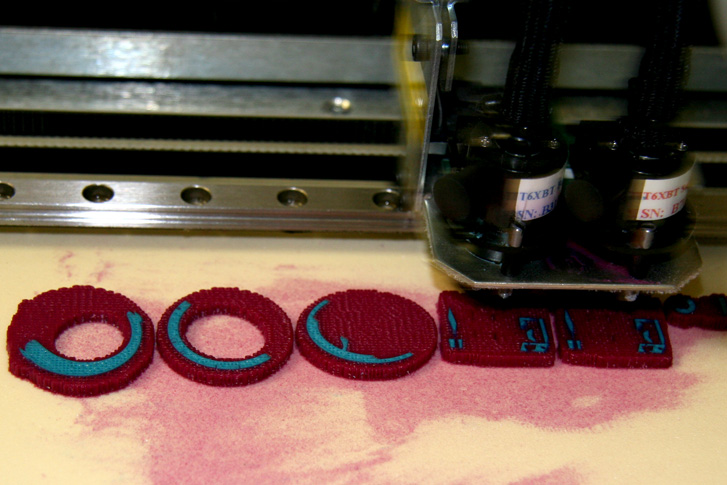
Las impresoras 3D ZPrinter utilizan dos componentes básicos para “imprimir”: un composite especial y una “tinta” que compacta el composite. El área de trabajo es de 25 x 35 cm. (según modelo) sobre la que se deposita el composite de forma uniforme y posteriormente, varios cabezales de inyección de tinta (similares a los de una impresora doméstica) lanzan la tinta de distintos colores sobre la sección del modelo a compactar. La impresora 3D “imprime” dos capas de entre 0,089 mm y 0.203 mm por minuto hasta un máximo de 20 cm de altura (tamaño máximo de la cubeta).
Al terminar la impresión, el composite sobrante se aspira y se recicla para futuros usos, dejando el modelo limpio y libre de residuos. En este etapa del proceso, la pieza es todavía fragil y debe manipularse con cuidado. Para darle el acabado final, es necesario infiltrarla (sumergirla) en uno de los distintos infiltrantes (adhesivos especiales), que incrementan la dureza y resistencia de la pieza hasta que pueda ser manipulada sin ningún tipo de precaución especial.
El “polvo” que utiliza la impresora 3D como soporte de impresión puede tener distintas propiedades para utilizarse en procesos distintos. La tecnología de impresión 3D de ZCorp puede utilizarse para hacer modelos en color de manera directa, para fabricar moldes o moldes inversos, se pueden hacer piezas elásticas (a base de elastómero) y piezas capaces de encajar unas con otras.
Las impresoras 3D utilizan diferentes tipos de “tinta” según el tipo de composite que vayan a utilizar. De este modo, existen aglomerantes con distintos nombres comerciales (zb59, zb58, zb56,…) que tienen una mezcla adecuada para trabajar con los distintos tipos de composite. Sin embargo, la característica principal que distingue a estas tintas es el color.
Los modelos creados con la tecnología de impresión 3D ZCorp son relativamente frágiles recien sacados de la máquina. Existe una gran variedad de infiltrantes que se utilizan para obtener distintos acabados en las piezas. Los infiltrantes más comunes son:
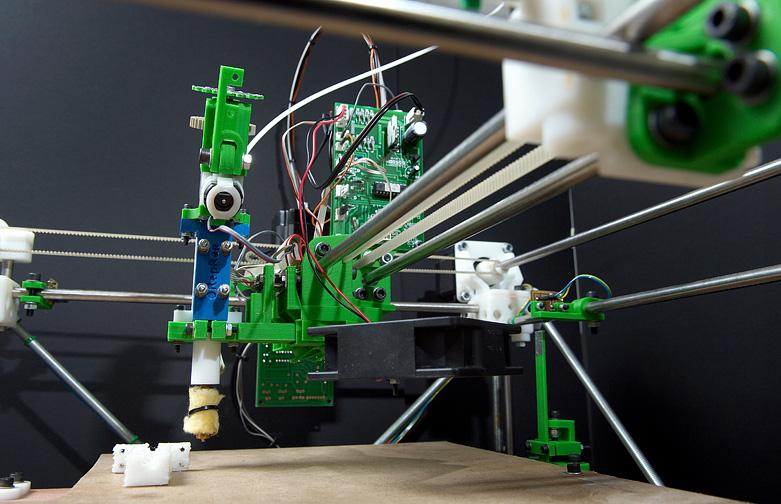
El Proyecto RepRap es una iniciativa para tratar de crear una máquina auto-replicable (capaz de fabricarse a sí misma), que puede ser usada como herramienta de prototipado rápido y de manufactura. RepRap está desarrollado bajo licencia GNU para producir una impresora 3D con ingeniería abierta “open source” . Actualmente sólo puede producir copias de sus partes de plástico, aunque el objetivo declarado del proyecto, y hacia el que se está avanzando, es llegar a imprimir sus circuitos y sus partes de metal. Su creador dice que “queremos asegurarnos de que todo tiene fuente abierta, no sólo el diseño y los programas de control sino la herramienta completa.”
Objet puede ofrecer un rango de 65 materiales para la impresión 3D, dentro de los cuales se encuentran 51 materiales compuestos (Digital Materials), para una amplia gama de aplicaciones de creación rápida de prototipos, y que cubre desde la visualización de alto realismo hasta la verificación funcional avanzada.
El Material Digital Objet ABS-like es un material de alto impacto (65-80J/m o 1,22-1,50 ft lb/in), alta resistencia al calor (65°C o 149°F; y 90°C o 194°F después de un tratamiento térmico posterior) ideal para fabricantes e ingenieros que intentan hacer simulaciones funcionales de productos de plásticos de ingeniería del tipo ABS, tales como piezas de encaje a presión, piezas móviles y resistentes y productos que requieren de pruebas de caídas.
El material Objet Clear ofrece una transparencia óptica y visualmente clara, combinada con una alta estabilidad dimensional.Esto permite que los ingenieros simulen el PMMA en aplicaciones similares al vidrio tales como lámparas, lentes y envases para cosméticos.
El material todo propósito Objet VeroWhitePlus lanzado recientemente para la familia de impresoras 3D de escritorio está disponible ahora para la línea profesional Objet Eden de impresoras 3D y la línea Objet Connex de impresoras 3D para varios materiales. Objet VeroWhitePlus es ideal para las pruebas de forma y aptitud para un amplio rango de industrias y para la validación del diseño de modelos.
Read more at http://es.paperblog.com/impresion-3d-685039/#JGupvFL9MB1FTQkf.99
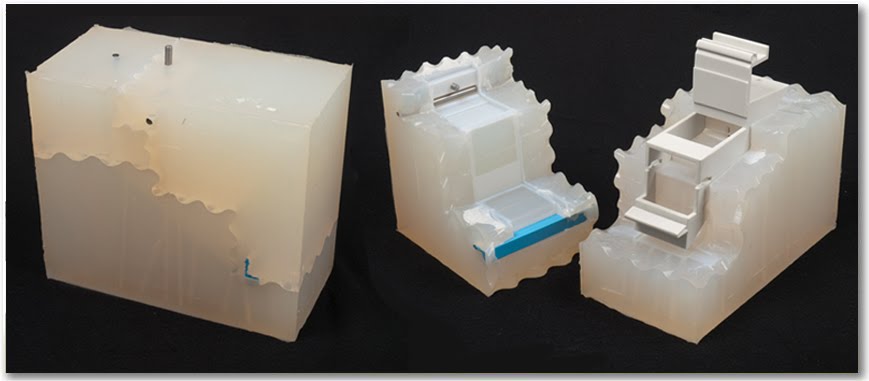
En la ultima sesión trabajamos en moldes de silicona.


La tecnología de los moldes de silicona es conocida hace tiempo y es muy utilizada para múltiples aplicaciones. Cuando es necesario fabricar más de cinco copias de una misma pieza, los costes del prototipado en impresoras 3D son mayores que si fabricamos un molde de silicona y colamos la pequeña preserie en ellas. Además, en estos moldes se cuelan materiales de diferentes características mecánicas, colores variados, resinas transparentes, etc.

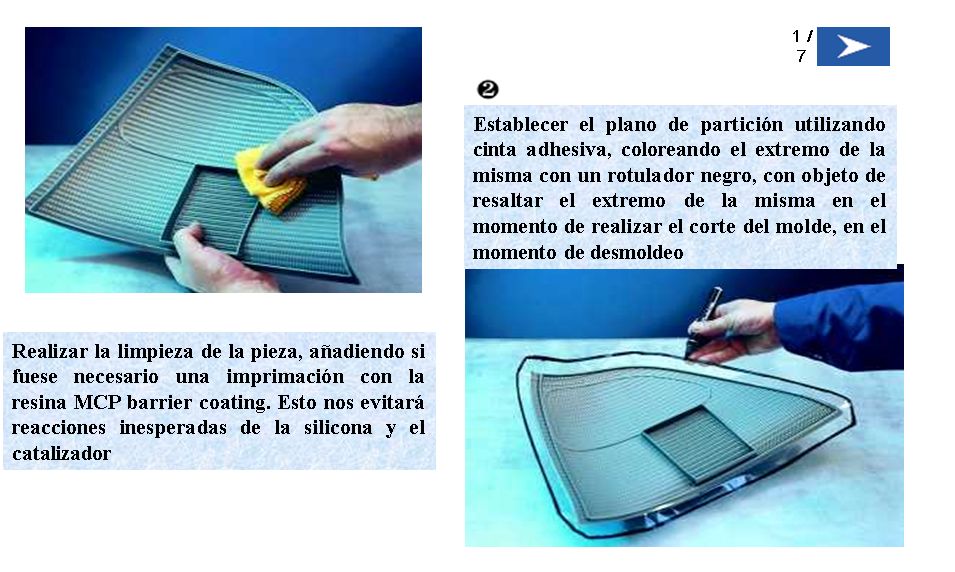
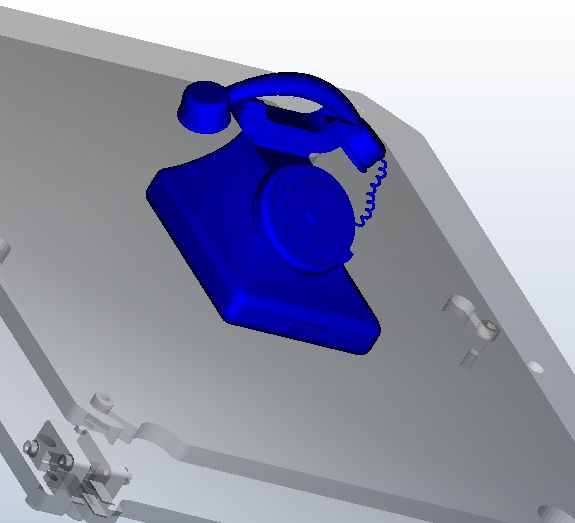
Lo primero es obtener un modelo con una tecnología de impresión 3D. Lo mejor es elegir una tecnología con un perfecto acabado superficial como Polyjet de Objet o Estereolitografia. Esto es debido a que el molde de silicona va a reproducir absolutamente todas las marcas y formas del modelo.

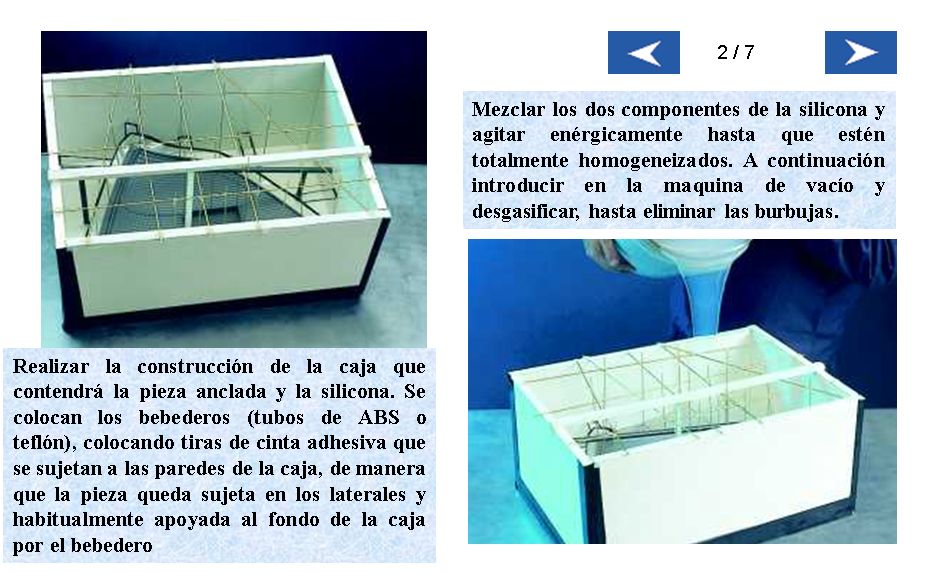
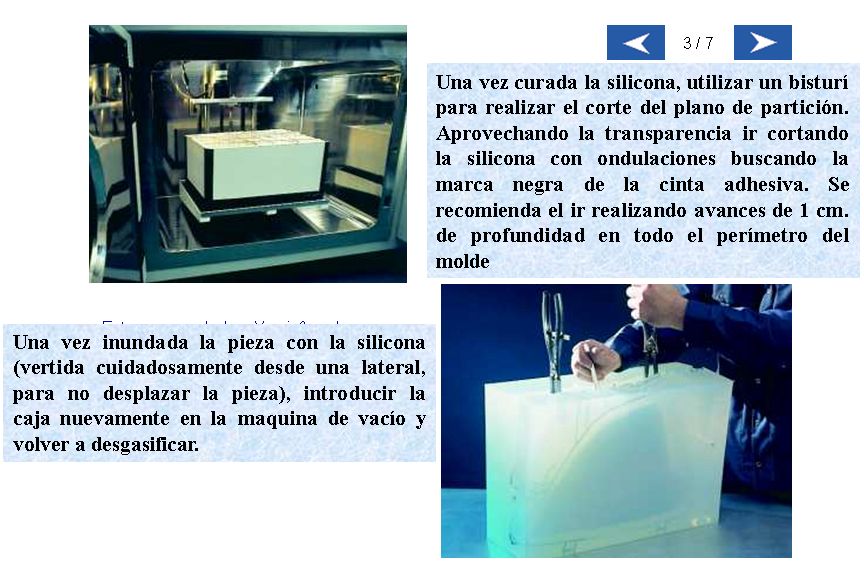
Tras preparar el modelo, se vierte la silicona liquida junto con un catalizador que hará que esta se endurezca en 24h aproximadamente. Una vez curada, se corta en dos o más tozos, según necesitemos para moldear y desmoldear las piezas coladas.
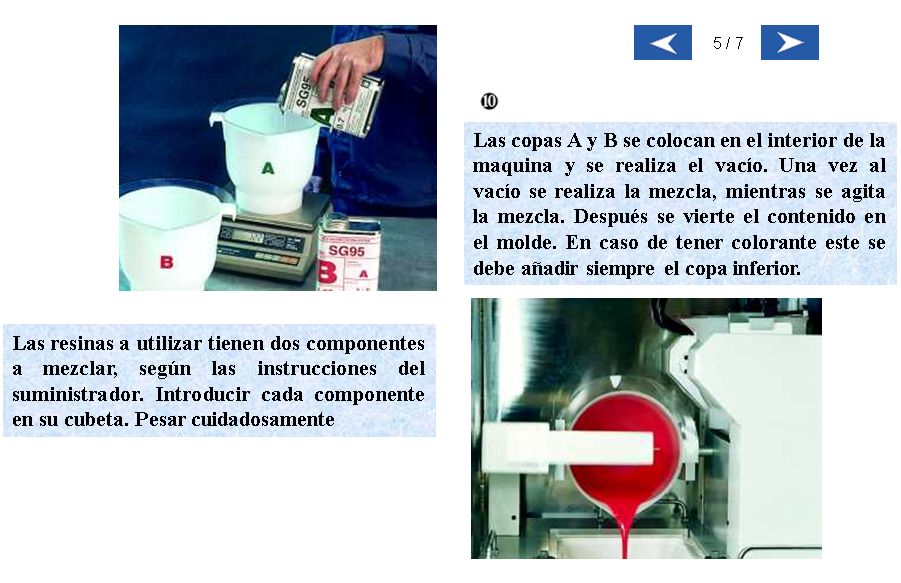
Una vez preparado el molde se cierra y esta listo para recibir las coladas de plástico poliuretano o epoxi. Estos plásticos son bicomponentes, es decir, se mezclan y mediante una reacción química exotérmica endurecen. Esta reacción puede estar completa en pocos minutos o en varias horas, dependiendo del plástico. Tanto para la preparación de la silicona como para el colado del plástico bicomponente, es necesario hacerlo dentro de una cámara de vacío, de forma que podemos extraer cualquier burbuja de aire atrapada y ayudar a la colada dentro del molde al liberar el vacío.

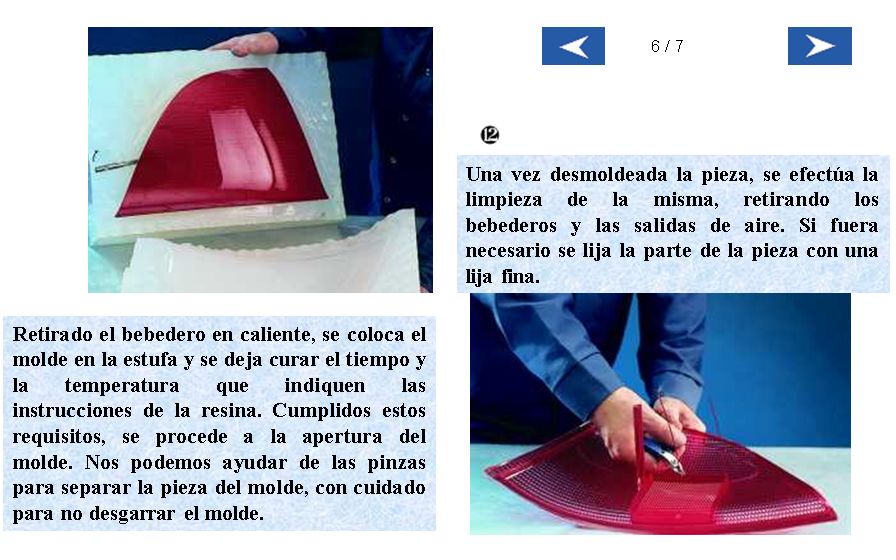
El proceso es bastante manual y cuenta con una buena parte labor especializada del operario a la hora de planificar los cortes de la silicona, el llenado de las cavidades, desmoldeos, etc. Asimismo es una labor de taller ya que estamos trabajando con plásticos y siliconas líquidas, desmoldeantes y demás productos químicos.
La gran ventaja del moldeo en silicona es su rentabilidad para 25-50 piezas (un molde de silicona resiste 20-25 coladas) que se pueden realizar en pocos días. La segunda ventaja es la versatilidad de materiales que se pueden utilizar, lo que permite ajustar las características de la pieza a las necesidades del cliente. Piezas resistentes a Tª, piezas elásticas, colores RAL definidos, piezas transparentes con/sin tonalidad, etc.
La principal desventaja es que siguen sin ser materiales plásticos finales. Siempre que se habla de estas piezas hablamos de materiales SIMILARES a los finales.
Para más información acerca de los materiales para colada en silicona, uno de los proveedores más conocidos: Axson Technologies
Información acerca de un fabricante de cámaras de vacío: MTT Technologies
fuente: http://prototipos-rapidos.blogspot.com.es/2010/08/prototipos-en-moldes-de-silicona.html
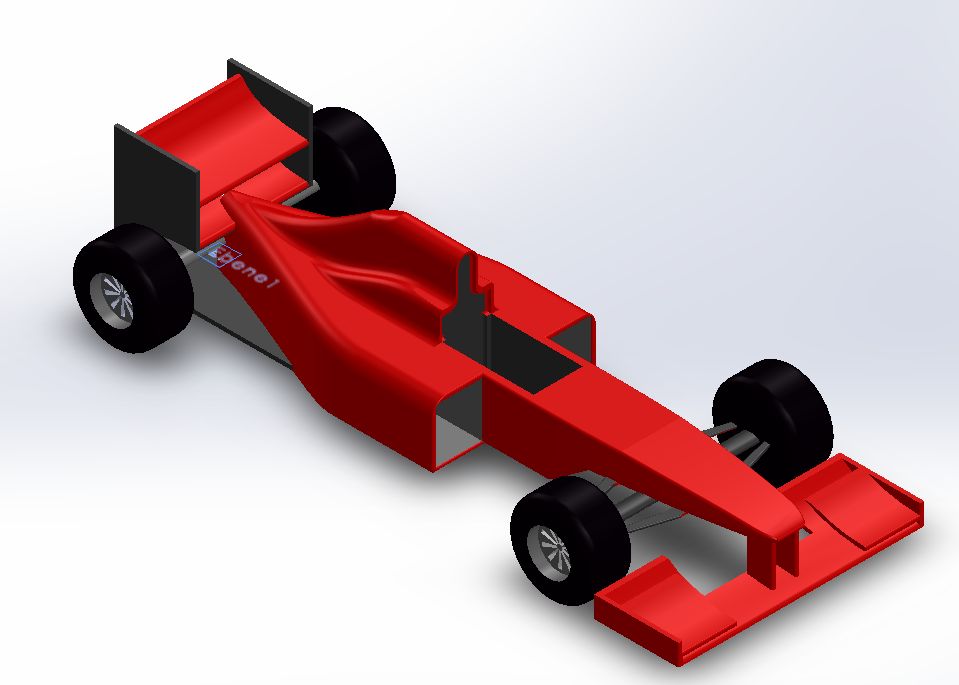
Os subo algunas fotos de la fase de creación de los diseño de los alumnos en la Rapman.




Un video del proceso
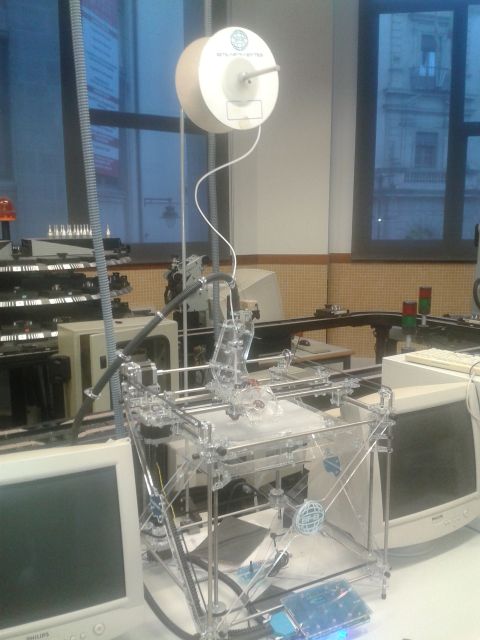
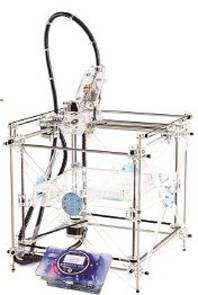
Hoy hemos trabajado con la rapman.
La foto del grupo de hoy

La Rapman, es la impresora perfecta para estudiantes, profesores y aficionados. Puede imprimair los modelos más sofisticados en materiales de ABS o PLA y diversos colores. Impresora 3D económica y sencilla. No necesita conexión directa a PC. Lee directamente del dispositivo USB. Tiene un asombroso volumen de impresión de 270x205x210 mm. Modelo con uno, dos o tres cabezales (ampliables por el propio usuario).



|
||||||||||||||||||||||
|
|
||||||||||||||||||||||
interesante….
En los últimos años los ingenieros han sabido aumentar las capacidades de las impresoras 3D para hacerlas cada vez más polivalentes y funcionales a nivel industrial. Por lo general, se han centrado tradicionalmente en la impresión de objetos, piezas o elementos de tamaño pequeño o mediano en multitud de tipos de materiales, desde metálicos hasta plásticos.
Pero en el 2012, hay ingenieros como el profesor Khoshnevis Behrokh de la Universidad del Sur de California que prefieren pensar aún más en grande, y por ello ha desarrollado un sistema para “imprimir” viviendas completas en menos de un día. Mediante la tecnología Contour Crafting (CC), preparada para la construcción por capas, hace posible la fabricación automatizada en tan sólo 20 horas de toda la estructura completa, así como sus sub-componentes.
artículo completo en este link.