22
11
2012
La estereolitografía se basa en fotopolímeros, o más propiamente prepolímeros fotocurables, o sea cadenas moleculares cortas de uno o varios monómeros precurados en un estado líquido viscoso que son capaces de reticular al estado sólido mediante la exposición a la luz, generalmente UV. Estos materiales, originalmente desarrollados para la industria gráfica y de envase se adaptaron perfectamente a éste sistema.

Su funcionamiento se basa en una superficie que se eleva, situada dentro de un recipiente lleno de éste fotopolímero.
Inicialmente se coloca justo por debajo de la superficie de dicha resina. El conjunto debe estar contenido en un recipiente sellado para evitar la fuga de vapores de la resina.
Un láser se va desplazando sobre la superficie del líquido siguiendo la sección del objeto a reproducir, y produciendo la transformación de líquido a sólido. Una vez que el láser cura toda la superficie de la capa, se desciende la superficie elevadora en una cantidad igual al grosor de la nueva capa a fabricar y se repite el proceso hasta fabricar totalmente la pieza.
Una vez finalizado el proceso, se eleva el modelo para que escurra el excedente, se extrae y se lo somete a un baño de luz intensa en una caja parecida a un horno llamada aparato de post-curado (PCA – Post Curing Apparatus) para el curado final.
Esto le permite tener propiedades adecuadas para su utilización, permitiendo procesos posteriores de acabado, como lijado, arenado, pintado, etc.
Aplicaciones

- Prototipos rápidos funcionales con alta fidelidad dimensional para para análisis de prestaciones, pruebas de ergonomia o validacioón de diseño en general
- Prototipos rápidos de piezas pequeñas con un gran nivel de detalle
- Prototipos rápidos fáciles de pintar, pulir i posprocesados en general
- Piezas master para moldes de silicona
- Prototipos transparentes
Ventajas
- Elevada precisión en la fabricación de prototipos
- Elevada presencia en la industria. Primera tecnología de Rapid Prototyping
- Capacidad de reproduir detalles y paredes delgadas
- Buen acabado superficial
Podemos ver la màquina Mammut trabajando. La máquina más grande del mercado.
Estereolitografía Mammoth
Materialise es bien conocido en la industria del automóvil para su amplio conocimiento en la producción de prototipos de gran tamaño. Estas piezas de gran tamaño se construyen en una sola pieza en máquinas de prototipado exclusivos de mamut y servir plenamente partes funcionales. Materialise es capaz de ayudar a los fabricantes de automóviles a obtener una ventaja competitiva importante al proporcionar estas soluciones patentadas exclusivas
Si quieres introducrite en este mundillo lee este link
Comments : Comentarios desactivados en Tecnologías de fabricación de prototipos
Categories : Materiales, Tecnologia de Fabricación de Prototipos/Rapid prototyping
22
11
2012
El coche de James Bond (casi) te lo puedes hacer tú: imagen de la
semana.
lee el artículo en este link. No te defraudará.
Comments : Comentarios desactivados en Tecnología de película. Técnicas de prototipado rápido/layer manufacturing.
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
9
11
2012
os cuelgo un video del sls
Comments : Comentarios desactivados en Tecnologías de fabricación de prototipos
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
1
11
2012
Hoy hemos trabajado con el tema 3, impresoras 3D. Os cuelgo unos videos de impresoras.
Comments : Comentarios desactivados en Tecnologías de fabricación de prototipos
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
26
10
2012
Ayudas avanzadas en solidworks
Comments : Comentarios desactivados en Prototipos avanzados
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
25
10
2012
ALgunos consejos para las prácticas:
Comments : Comentarios desactivados en Tecnologias de fabricación de prototipos
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
19
10
2012
En la sesión de practicas hemos trabajado en diseño 3D. En la sesión de teoría trabajamos con tecnologias LOM, 3D printer, Inkjet.
LOM:
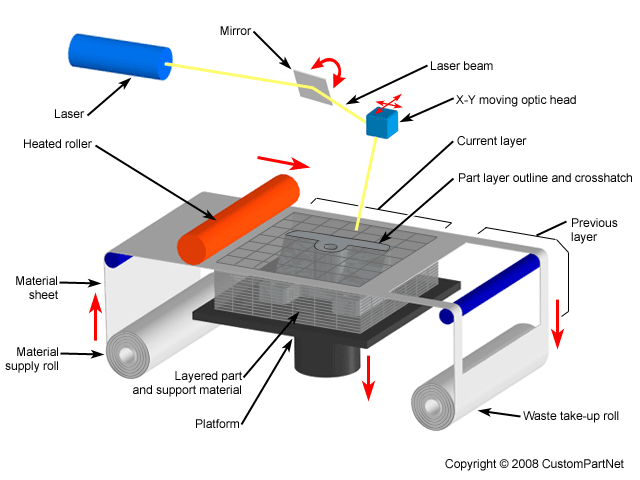
El primer sistema comercial de fabricación laminada de objetos (LOM) sistema apareció en 1991. LOM fue desarrollado por Helisys de Torrance, CA. Los componentes principales del sistema son un mecanismo de alimentación que hace avanzar una hoja sobre una plataforma de generación, un rodillo calentado para aplicar presión para unir la lámina a la capa de abajo, y un láser para cortar el contorno de la pieza en cada capa de la hoja. Partes son fabricadas por apilamiento, unión y corte de capas de material laminar revestido con adhesivo en la parte superior de la anterior. Un láser corta el contorno de la pieza en cada capa. Después de cada corte se ha completado, la plataforma desciende por una profundidad igual al espesor de la chapa (típicamente en 0.002-0.020), y otra hoja se avanza en la parte superior de las capas previamente depositadas. La plataforma se eleva entonces ligeramente y el rodillo calentado se aplica presión para unir la capa nueva. El láser corta el contorno y el proceso se repite hasta que la parte se ha completado. Después de una capa se corta, el material extra permanece en el lugar para apoyar la pieza durante la compilación.
| Abbreviation: |
LOM |
| Material type: |
Solid (Sheets) |
| Materials: |
Thermoplastics such as PVC; Paper; Composites (Ferrous metals; Non-ferrous metals; Ceramics) |
| Max part size: |
32.00 x 22.00 x 20.00 in. |
| Min feature size: |
0.008 in. |
| Min layer thickness: |
0.0020 in. |
| Tolerance: |
0.0040 in. |
| Surface finish: |
Rough |
| Build speed: |
Fast |
| Applications: |
Form/fit testing, Less detailed parts, Rapid tooling patterns |
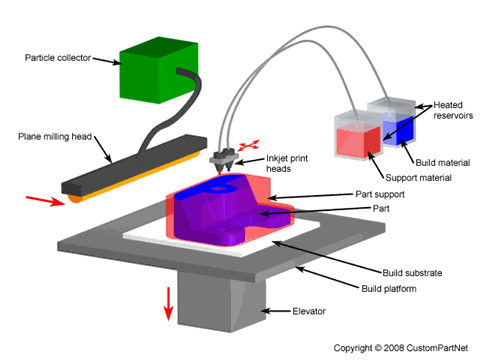
MULTI JET MODELING , INKJET
Las técnicas de chorro de tinta utilizan la tecnología de chorro de tinta para disparar gotitas de líquido a sólido compuesto y formar una capa de un modelo de RP. Comunes técnicas de impresión por chorro de tinta, como Sanders ModelMaker ™, Multi-Jet Modeling ™, Z402 Ink Jet System ™, y la impresión en tres dimensiones.
Comments : Comentarios desactivados en Prototipos avanzados (Graduado en Diseño)
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
19
10
2012
Hemos completado el capitulo 2. Gestión de datos y datos en formato STL.
El formato de ficheros .STL: .
Las máquinas de Prototipado Rápido utilizan comúnmente como fichero de información entrante, la geometría de las piezas a realizar en formato .STL. A partir de este fichero los diferentes programas de control generan «cortes» a la geometría, con el fin de conocer el perfil
que deberá tener cada una de las secciones de pieza que se va generando y que finalmente el conjunto de todas ellas dará como resultado la pieza en cuestión.
Por eso es necesario conocer algunos aspectos básicos de este tipo de ficheros, debido a que al ser el punto de partida del trabajo a realizar por este tipo de máquinas puede tener una muy alta repercusión en los resultados finalmente obtenidos.
Básicamente un fichero .STL (“StereoLithography”) corresponde a la definición de la superficie que delimita exteriormente a una pieza (o lo que es lo mismo a su geometría), mediante una representación triangularizada y en consecuencia adaptada a ella. Esta superficie adaptada esta formada exclusivamente por una serie de pequeños triángulos (facetas).
Cada faceta es descrita por una dirección perpendicular y tres puntas que representan los vértices (esquinas) del triángulo.
Estos datos son los que realmente utilizan los algoritmos “rebanadores” para determinar las secciones transversales de la pieza.
Se pueden generar ficheros en formato .STL desde: .
AutoCad
Pro/ENGINEER
SolidWorks
Unigraphics
Catia
Rhino 3D
Revit
Bentley Triforma
FormZ
Sketchup
Archicad
3D Studio Max
Etc
Independientemente de la tecnología que finalmente se utilice para generar las piezas físicas, todas las tecnologías de Rapid Prototiping utilizan como ficheros de información entrantes, el formato .STL.
Su nombre se debe a que la primera de las tecnologías que apareció en el mercado fue la Estereolitografía y fue ésta la que estableció el standard que posteriormente fue adaptado por el resto de nuevos sistemas que aparecieron y que a día de hoy siguen apareciendo, independientemente del proceso de fabricación que utilicen.
Así pues, el formato .STL, corresponde a la definición de la superficie que delimita exteriormente a una determinada pieza, mediante una representación triangularizada y en consecuencia adaptada a la pieza “teórica”.
Dado que el único elemento adaptado a la superficie de la pieza es el triángulo, la definición de una cara rectangular totalmente plana, queda perfectamente definida por dos triángulos que se unen en la diagonal de esa misma cara.
El problema se presenta a la hora de definir caras curvas, por ejemplo un eje de sección circular, dado que será necesario utilizar multitud de pequeños triángulos que se vayan adaptando a la cara curva del mismo.
Si solo se definiesen con 12 triángulos, para la cara lateral, la sección circular quedaría deformada a una sección hexagonal, con un marcado error entre la superficie teórica y la definida por el fichero .STL. Cuantos más triángulos se atizasen, mayor número de caras planas existirían y el error se reduciría de manera muy relevante.
El error de cuerda en los ficheros .STL siempre existe, aunque llevado a ciertos valores es posible despreciarlo por el error mismo de fabricación de la máquina de prototipado.
Lo que se pretende es dar unas orientaciones de los valores generalistas que suelen resolver adecuadamente la mayoría de las geometrías y que será necesario adaptar a diferentes aplicaciones de CAD 3D.
Fuente: http://www.protorapido.es/como.pdf
Comments : Comentarios desactivados en Tecnologías de fabricación de prototipos
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
11
10
2012
Os pongo la información referente a ficheros STL.
http://www.redeyeondemand.com/Downloads/QualitySTLFiles.pdf
«¿Cómo se genera un fichero STL desde formatos CAD para imprimir en 3D?

Fig. 1: Muestra una esfera original en CAD de 10mm
Fig. 2: Se observa una esfera STL facetada con una desviacion de superficie de 0.5mm
Fig. 4: Observamos la misma esfera con una desviación de superficie de 0.1mm.
Los ficheros de esterolitografia (*.STL) pueden generarse a partir de la mayoría de las aplicaciones 3D existentes en el mercado actual. Las opciones a tener en cuenta en la creación de objetos son «Chord Tolerance» (desviación) y «Angular Control» (tolerancia de ángulo). Estas opciones cambian el número de triángulos y por tanto el facetado o resolución del fichero STL. El facetado o resolución determinarán la rugosidad o suavidad relativa del área curvada.
Por tanto, cuantos más triángulos formen la superficie, más grande será el fichero STL. Para producir objetos aceptables, los modelos deberán ocupar entre 1-5MB de tamaño de fichero.»
fuente: ©http://www.caddyspain.com/noticias/stl2.htm
Comments : Comentarios desactivados en Tecnología de fabricación de prototipos
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping
11
10
2012
Os pongo un video que puede ser de vuestro interes sobre solidworks.
Comments : Comentarios desactivados en Tecnologías de fabricación de prototipos
Categories : Tecnologia de Fabricación de Prototipos/Rapid prototyping