Estoy en la industria de impresoras basadas en filamentos FFF durante bastante tiempo, casi 10 años desde que comencé a jugar con RepRaps y más tarde me uní al proyecto como desarrollador principal. Eso es más que ⅓ de mi vida y si lo pienso así, tengo mariposas en el estómago. Durante ese tiempo, obtuve una increíble cantidad de experiencia y formé un gran equipo de 320 personas que trabajaron conmigo en Prusa Research. Con esto en mente, el año pasado tuve un picor: sería una pena no usar nuestra experiencia en proyectos adicionales. Primero fue el filamento. Oh … lo siento, Prusament 😉 que lanzamos hace solo dos días a una respuesta increíble . Francamente, tendré que empezar a buscar el segundo edificio solo para líneas de filamento extra muy pronto. 😀 Y hoy, les mostraré nuestro segundo proyecto que surgió de esa picadura, ¡una nueva impresora basada en resina Original Prusa SL1 !
Para ayudarnos con esta gran empresa, a principios de este año adquirí una compañía checa Futur3D especializada en impresión de resina, y su excepcional equipo se unió a nosotros en Prusa HQ, aportando más de 5 años de experiencia en este campo con ellos, para que podamos hacer el SL1 realmente increíble desde el principio . También es una gran noticia para el mundo de la impresión en 3D, porque con esta adquisición vamos a abrir todos los diseños comenzando con SL1 . La impresión 3D de resina siempre se realizó a precios superiores y por grandes corporaciones. Puede que no usemos trajes, pero tenemos una cantidad increíble de nuevas ideas y estamos dispuestos a trabajar duro, que es algo de lo que las empresas suelen carecer.
Pero antes de comenzar a hablar sobre SL1, echemos un vistazo breve a la diferencia entre las impresoras FFF / FDM y SLA . La tecnología FFF / FDM se basa en la extrusión de termoplásticos fundidos; los conoce como ‘filamentos’. SLA, por otro lado, se basa en la resina curativa fotosensible en capas delgadas con una pantalla LCD y una fuente de luz. ¡Y puede alcanzar la altura de la capa loca de tan solo 0.01 mm! Sin embargo, los valores recomendados son entre 0.025 y 0.1 mm.
El SL1 no está tratando de competir con el frágil Photon o con el Formulario ultra caro, sino que quiero que sea el MK3 del mundo de la resina : tenga la mejor calidad de impresión, diseño conveniente y características, facilidad de uso y otras cosas , mientras que mantenga un precio accesible para un aficionado de todos los días.
Tecnología SLA explicada
Existen tres categorías principales de procesos de SLA: estereolitografía basada en láser (SLA por láser), estereolitografía de procesamiento de luz digital (DLP-SLA) y SLA enmascarado (MSLA). Para todos estos procesos, un tanque de resina líquida fotorreactiva se expone selectivamente a la luz para formar capas sólidas muy delgadas que se acumulan para crear un objeto sólido. Aunque SLA basado en láser, DLP-SLA y MSLA son todos tipos de estereolitografía y utilizan una tecnología similar, pueden producir productos significativamente diferentes.
Original Prusa SL1 usa MSLA , lo que significa que hay una matriz LED como fuente de luz en combinación con una fotomáscara LCD para dar forma a la imagen clara. Al igual que con las impresoras DLP, la fotomáscara LCD se muestra digitalmente y está compuesta de píxeles cuadrados. El tamaño del píxel varía en función de cómo se fabrique la fotomáscara LCD, y los píxeles individuales se desactivan en la pantalla LCD para permitir el paso de la luz LED para formar la capa resultante. Por lo tanto, la precisión XY es fija (es la resolución física de la pantalla LCD) y no depende de qué tan bien pueda hacer zoom / escalar la lente como es el caso con DLP. Y esa es la razón por la cual MSLA es más preciso .
En otras palabras, digamos que la pantalla LCD muestra las formas de las capas como imágenes transparentes y el resto de la imagen (más allá de los contornos de la capa) es negro, por lo que la luz pasa solo a través de la forma de la capa transparente 🙂
Especificaciones técnicas originales de Prusa SL1
Bien, esa fue la parte aburrida, ¡ahora para algunas especificaciones de hardware geniales! El SL1 está utilizando una pantalla LCD de alta resolución de 5.5 « con una resolución física de 2560 × 1440p , lo que da como resultado 0.047 mm por píxel , esa es la resolución XY fija. Una luz ultravioleta de alto rendimiento curará una capa a la vez, lo que demorará unos 6 segundos y luego se levantará la plataforma de impresión para que la impresora pueda comenzar a crear otra capa. Esta configuración nos da un tamaño de área de impresión máxima de 120 × 68 × 150 mm (o 4.7 × 2.6 × 5.9 in).
Por cierto, estamos utilizando un diseño bastante inteligente para la impresora: su núcleo es un marco dural rígido con un cuerpo separado , lo que mejora enormemente la estabilidad y la fiabilidad. Para decirlo simplemente, no es otra cosa de plástico tambaleante. ¡Esto es PESADO! 🙂
Como ya se mencionó, gracias a los controladores Trinamic y al marco dural rígido , el SL1 puede alcanzar una altura de capa de solo 0,01 mm . Pero la mayoría de los usuarios deberían mantenerse dentro del rango recomendado de 0.025 – 0.1 mm por capa. Y sí, también le daremos la opción de habilitar la altura de la capa variable . Y tenga la seguridad de que nuestra impresora está abierta a resinas de terceros .
El Prusa i3 MK3 original fue un importante paso adelante en términos de confiabilidad y facilidad de uso gracias a sus muchos sensores y características inteligentes. De hecho, dije que MK3 es ‘malditamente inteligente’. Y SL1 no será diferente. Puede esperar características inteligentes, mecanismos de seguridad, manuales detallados, soporte en vivo las 24 horas, todos los días, funciones perfectamente descritas, mantenimiento fácil y repuestos baratos … cosas que normalmente no se encuentran en las impresoras 3D chinas baratas.
Sensor de nivel de resina y cama inclinable
SL1 cuenta con un sensor de nivel de resina único, que se encuentra en el lecho de resina (también llamado ‘tanque’). Le ayuda a verter la cantidad óptima de polímero en el tanque y también le avisa cuando la resina se está agotando y necesita una recarga. Esto previene la situación en la que se quedaría sin resina en la mitad de la impresión. Además, incluso en caso de que decida ignorar el sensor y verter demasiado líquido en el tanque, hay una membrana especial que protege los componentes electrónicos, por lo que el interior de la impresora permanecerá a salvo. ¡Esta es una característica bastante única que le ahorrará una gran cantidad de impresiones y hace que la impresión de resina sea mucho más fácil!
Hablando del tanque de resina, es otra característica importante de esta impresora. Lo que tenemos aquí es un tanque extraíble con una película flexible FEP transparente en la parte inferior . Justo debajo está la pantalla LCD (enfriada para mejorar su vida útil) y la luz ultravioleta. Entonces, antes que nada, el tanque de resina tiene una función de inclinación motorizada, lo que significa que después de curar una sola capa, la impresión no se levanta verticalmente desde el fondo del tanque. En su lugar, el tanque se inclina – Esto es enorme, mejora drásticamente el acabado de la superficie de los modelos y reduce la tensión en el modelo que es menos probable que se desprenda de la base. Podemos hacer esto gracias a nuestra construcción extremadamente rígida de aluminio de la impresora. Si el núcleo fuera barato y frágil, esto simplemente flexionaría todo el marco de la impresora.
A continuación, al inclinar el tanque, también removemos la resina , lo que tiene un impacto notable en la calidad de impresión. Y también, hace que la impresión sea más rápida, lo que nos permite alcanzar alrededor de 6 segundos por capa porque con MSLA no importa cuántos objetos se colocan en la plataforma de impresión.
¿Suena complicado? ¡En realidad es todo lo contrario!El material de FEP es barato y tendremos piezas de repuesto disponibles a través de nuestra tienda en línea. En caso de que rasguñe o dañe la película FEP de alguna manera, el reemplazo es bastante fácil: simplemente desenrosque un par de tornillos, retire la película dañada e inserte una nueva. Se estirará automáticamente a medida que aprieta los tornillos nuevamente.
Para comparar, la Forma 2 usa tanques de resina con silicona en lugar de FEP e incluso el tanque de resina para la impresión de «alto volumen» puede durar 2 litros + a un precio de $ 99. Tienes que tirar todo el tanque una vez que deja de funcionar.
Calibración automática
Hemos pensado mucho en crear una plataforma de impresión sencilla y confiable, que no necesite ser calibrada después de cada impresión.
Dado que tenemos una gran experiencia con los controladores Trinamic en nuestro MK3, los usamos aquí también.Los controladores trinamic aseguran la impresión silenciosa y también permiten una calibración automática . ¿Como funciona? La plataforma de impresión está conectada al brazo principal por una junta esférica, por lo que si la afloja e inicia la calibración automática, el eje Z bajará la plataforma de impresión hasta que toque suavemente el fondo del tanque de resina. Una vez que está allí, está perfectamente nivelado, así que simplemente aprieta la articulación esférica y mueve la plataforma hacia arriba. A partir de ese momento, la impresora está perfectamente calibrada y le permite eliminar solo la plataforma de impresión utilizando un mecanismo de liberación rápida sin afectar la calibración.
Opciones de conectividad y funciones inteligentes
Ofreceremos una amplia gama de opciones de conectividad para el SL1. Todo el dispositivo está controlado por una pantalla táctil LCD a todo color y los archivos de impresión se pueden cargar a través de una unidad flash USB. Sin embargo, también hay conectividad LAN y Wi-Fi , que nos permite hacer cosas interesantes además de cargar archivos de impresión, como permitirle controlar la impresora a través de un navegador web.
Todo está, por supuesto, conectado. Lo que significa que si el sensor de nivel de resina detecta que se está quedando sin «combustible», enviará una notificación a su teléfono.
Otra función que se inspiró en el MK3 es el modo Power Panic . En resumen: en caso de un corte de energía, la impresora puede guardar la última posición conocida de la plataforma de impresión y una vez que se restablece la energía, la máquina puede continuar con el trabajo de impresión.
Extracción de vapor
Esta puede ser una función menor para algunos usuarios, pero es importante mencionarla: SL1 presenta un sofisticado sistema de enfriamiento y también un sistema de extracción de vapor. Si no lo sabía, la impresión con SLA produce varios humos, por eso también la impresora tiene una tapa. Sin embargo, un buen flujo de aire también es importante, por lo que la impresora tiene un ventilador con un filtro de alta calidad en la parte posterior de la máquina.
En realidad, la parte con el ventilador es extraíble , por lo que puede, por ejemplo, montar una manguera en la impresora para expulsar los gases de una ventana.
¡Parte y pica!
Existen muchas soluciones de software de corte diferentes, algunas incluso llegan tan lejos que solo están basadas en la nube. ¡Ese no es nuestro caso! Nuestro objetivo es ofrecer una impresora de código abierto, ¡y eso es lo que vamos a hacer! 🙂 Expandiremos las características de nuestro actual Slic3r PE e integraremos SLA slicing directamente en el software existente .
Esto trae una serie de ventajas, una de ellas es el simple hecho de que Slic3r PE tiene una increíble cantidad de características y aparecen nuevas con bastante frecuencia, además tenemos grandes planes para mejorar y rediseñar nuestro Slic3rPE.
Curado y lavadora
¡Y aún no hemos terminado! Habrá un accesorio opcional para el SL1. Básicamente, cuando imprimes algo de resina, es increíblemente desordenado, porque tienes que enjuagar el modelo con alcohol isopropílico e idealmente terminar el curado. Puede usar guantes y hacer un lío en su fregadero y luego colocar el modelo afuera en el sol para terminar el curado.
O mejor, puede obtener nuestra máquina de curado y lavado 2 en 1 (o CurWa, si lo desea ;-). Inserte un tanque con alcohol isopropílico, coloque un objeto impreso en 3D y la hélice accionada por imán removerá el IPA y lavará el objeto impreso. Utiliza contenedores de preparación de alimentos estándar, por lo que puede cambiarlos o reemplazarlos fácilmente. Una vez que retire el tanque y coloque solo el objeto impreso dentro de la máquina, comenzará a curarlo con luz UV.
Comments : Comentarios desactivados en Se presenta la Original Prusa SL1 – Impresora 3D de fuente abierta SLA por Josef Prusa
Una impresora de prototipado FDM, mantiene equilibrado el cuerpo de una pequeña con necesidades especiales. Desde http://www.aiju.info/ se realizó un riguroso proceso de medición del cuerpo de la niña que digitalizamos en 3D con un escáner. El modelo ha sido adaptado con el paso de los años a las necesidades de la pequeña ya que este último se realizó hace unos meses cuando la niña ya contaba con más de diez años de edad.
Comments : Comentarios desactivados en Diseño de silla especial.
Hace poco más de un mes , mencioné que nuestra Multi Material Upgrade 2.0 está a punto de ser enviada. ¡Y me complace anunciar que es el momento ! Acabamos de comenzar a enviar el MMU 2.0 a los primeros clientes . Estoy seguro de que tiene curiosidad sobre lo que puede hacer, ¡y finalmente puedo revelar todo lo que hemos preparado para usted!
¡Agosto fue un mes bastante duro! No solo por la terrible ola de calor en Praga, sino principalmente porque tuvimos que terminar tantas cosas. MMU 2.0 pasó por algunas últimas revisiones y varias rondas de pruebas exhaustivas. Estábamos retocando varias partes, el firmware, Slic3r PE … No nos apegamos a nuestro horario original, pero los cambios que hicimos en las últimas semanas fueron increíblemente importantes. Aunque significó agregar algunos días adicionales de retraso, estamos seguros de que vale la pena . Fue un gran compromiso, después de todo, los pedidos anticipados están llegando a casi 10.000 (¡actualizaciones de MMU1 incluidas)! ¡Guauu! Estamos planeando enviar todos estos pedidos antes de Navidad . Dedos cruzados 🙂
Puede solicitar su propia Multi Material Upgrade 2.0en nuestra tienda por 299 USD / EUR (impuestos incluidos). Pero recuerde, los nuevos pedidos no se enviarán hasta noviembre.
Estoy seguro de que tiene curiosidad sobre el calendario de envío , pero por favor denos dos semanas para analizar todos los datos, para que podamos actualizar nuestra tabla de envío con números precisos.Síganos en Twitter para obtener información sobre las actualizaciones de la tabla de envío. En este momento estamos enviando pedidos desde los primeros 14 días .
De todos modos, el resultado es sorprendente. Lo que tenemos aquí es un complemento de impresión de varios materiales único que está completamente integrado con la impresora, por lo que todo está perfectamente sincronizado y todo funciona a la perfección como una sola unidad . Es como imprimir en el MK3 estándar: cortar el modelo, exportar el código G, colocarlo en una tarjeta SD y comenzar a imprimir de inmediato sin ningún problema. Además, nuestro MMU 2.0 es el único dispositivo que admite hasta 5 materiales cargados al mismo tiempo .
Original Prusa i3 MMU2
Cambios de hardware
Según nuestra reciente encuesta a los clientes, la primera generación de MMU fue bien recibida (más del 73% de los usuarios recomendaría la MMU a amigos o parientes), lo que es realmente bueno para un dispositivo de primera generación. Pero siempre hay un margen de mejora. Queríamos un diseño más simple y eficiente . La unidad fue completamente rediseñada. Hemos agregado una cuchilla de corte de filamentos automatizada y también botones físicos para controles manuales. Aquí hay una descripción general rápida de las principales diferencias:
MMU1
MMU2
No. de materiales
4
5
Boquilla individual
Sí
Sí
Manejo directo
No
Sí
Nº de motores de extrusión
4
1
Electrónica MMU
1st Gen
2da generación
Tubos Bowden al hotend
4
1
Imprimir recuperación
No
Sí
Soportes solubles
Sí
Sí
ENCONTRAR UN
No
Sí
Cortador de filamento
No
Sí
Controles manuales
No
Sí
Hemos incrementado la cantidad de materiales a cinco, reducido el número de motores de extrusión a uno y eliminado varios tubos Bowden, lo que resultó problemático: hubo problemas con los filamentos flexibles, retracciones adecuadas y otras cosas. En general, el MMU1 fue bastante exigente con respecto a la calidad del filamento. Por lo tanto, en cambio, el nuevo MMU 2.0 tiene una alimentación de accionamiento directo y un cabezal selector motorizado con un sensor de filamento integrado que se encarga de cargar y descargar los filamentos. Es genial verlo ir. Sabemos que el complemento multi-material original era propenso a atascos (también por el sistema Bowden), así que decidimos arreglarlo. El selector tiene una cuchilla incorporada que cortará la punta del filamento si se atasca durante la descarga. Como resultado, la nueva unidad es menos sensible a la calidad del filamento, ¡y los atascos ya deben ser cosa del pasado!
Una parte importante del selector es la sonda FINDA que sirve como sensor de filamento. Esencialmente, es un PINDA reutilizado y el sensor funciona sobre una base mecánica. Cuando insertas una cuerda de filamento, levanta una pequeña bola de acero inoxidable. Luego, la sonda detecta su proximidad, lo que significa que el filamento está cargado. Y como es mecánico, puede trabajar con todo tipo de filamentos, independientemente del color o el material.
PINDA utilizado como sensor de filamento
También queríamos que la unidad MMU 2.0 fuera muy fácil de operar. Obviamente, una gran parte está completamente automatizada, pero aún tienes cierto control sobre ciertas acciones. Colocamos tres botones en la parte superior del cuerpo de MMU 2.0 : dos para mover el cabezal selector y uno para cargar / descargar filamentos. Los botones también tienen algunas funciones avanzadas. Por ejemplo, puede usarlos para calibrar la longitud del tubo de PTFE.
También hay cinco LED de estado en la parte superior de la unidad para una mejor visión de lo que está sucediendo en un momento dado. Todo está completamente explicado en el manual de ensamblaje y en el manual. Sí, el manual de ensamblaje: el MMU 2.0 viene como un kit, pero no se preocupe, nos aseguramos de que todo el proceso sea lo más libre de problemas posible. En caso de problemas, nuestro soporte técnico 24/7 (disponible en varios idiomas) interviene y ayuda con lo que necesite.
LED de estado en la parte superior de la unidad MMU2
Diseñamos la unidad MMU 2.0 con una instalación sencilla (no) en mente, pero realmente no hay motivo para eliminarla de la impresora. MMU 2.0 admite la impresión en modo único , que funciona de la misma manera que la impresión en una máquina estándar MK3. Puede cargar cinco de sus filamentos favoritos y simplemente elegir el mejor para el trabajo actual. Además, estamos trabajando en una actualización de firmware que permitirá imprimir códigos G MK3 más antiguos en el modo único MMU2.
También recibimos muchas preguntas sobre nuestro gabinete existente : si la impresora con la unidad MMU 2.0 encajará. Tenga la seguridad de que estamos trabajando en un gabinete actualizado , que mantendrá muchas piezas previas (lo más importante, el plexiglás) de la versión anterior, pero obviamente se requieren algunas piezas nuevas. ¡Publicaremos un artículo completo cuando todo esté listo!
Y solo un pequeño recordatorio: no olvide que si posee una impresora MK2 / S, primero debe actualizar a MK2.5 / MK3 . Estamos ofreciendo un descuento especial en la actualización de MK2.5 (50 USD de descuento) y la actualización de MMU1 a MMU2 (100 USD de descuento) para todos los propietarios actuales de MK2 / S y MMU1. De esta forma, puedes ahorrar hasta 150 USD si tienes MK2 / S y MMU1. Simplemente inicie sesión en nuestra tienda en línea y obtenga la actualización completa MK2.5 / MMU2 por el mismo precio que la MMU2 independiente .
La instalación de MMU2 es una buena oportunidad para actualizar su extrusora a una mejor . 🙂 Cuenta con un sistema de enfriamiento mejorado, permite una impresión más fácil de materiales flexibles y tiene algunos pequeños ajustes, como la gestión de cables reelaborado. Decidimos agregar estas piezas nuevas al paquete MMU 2.0 como un pequeño obsequio para nuestros clientes pacientes. 🙂 En caso de que solo desee esos archivos, puede descargarlos desde GitHub o desde nuestro sitio web . Tenga en cuenta que el código interno para estas partes es ‘R3’ (cuando quiere imprimirlas usted mismo), mientras que las versiones para el consumidor están marcadas como ‘B7’ (cuando las recibe como parte del kit).
Actualizaciones de software
En mi artículo anterior , ya he mencionado dos características realmente geniales de nuestro nuevo Slic3r: «Limpiar en relleno» y «Limpiar en objeto». Otra cosa que vale la pena mencionar es la nueva ‘Smart Wipe Tower’ . Ya teníamos una torre de limpieza inteligente para MMU 1.0, pero la nueva es incluso mejor: los algoritmos que la respaldan han mejorado mucho, lo que significa que una cantidad significativamente menor de filamento se desperdicia durante las transiciones de color. Además, puede configurar los volúmenes de purga manualmente . Por ejemplo, si está cambiando de hilo de filamento negro a blanco, puede aumentar los volúmenes de purga, ya que es más probable que los colores más oscuros provoquen un sangrado de color. En términos generales, es posible lograr una torre de limpieza casi completamente hueca.
Una de las novedades es el sistema de organización de objetos rediseñado , que le ayudará a distribuir objetos importados por la superficie de impresión de forma más rápida y eficiente. La disposición automática implementada con anterioridad se reemplaza en la compilación actual por una nueva, que está basada en documentos oficiales de svgnest .
El nuevo algoritmo de organización es mucho más sofisticado que el antiguo. Los objetos que no se ajustan durante la distribución automática no se colocan por todas partes, sino que se colocan en una (s) cama (s) de calor virtual (es) a la derecha. Además, estos objetos no se cortan, lo que reduce el tiempo total. Todavía queremos actualizar este sistema aún más, ya que nos gustaría enseñarle a este sistema a usar esquinas cóncavas y cavidades de otros objetos.
Otra nueva característica es la función «Colocar en la cara» , que te permitirá colocar un objeto en la cama de impresión perfectamente con solo dos clics.
También prometí que será posible visualizar el tiempo restante para la impresión en la pantalla LCD de la impresora . ¡Y ya funciona! Slic3r PE 1.41.0-alpha3 combinado con nuestro nuevo firmware tiene esta característica ya implementada. Comenzando con la versión alpha2 de Slic3r PE, se agrega un nuevo código M73 en códigos G y la impresora informará al usuario sobre el tiempo restante. Este valor se actualiza cada minuto y funciona tanto para el modo Normal como para el Stealth (silencioso). Tenga en cuenta que necesita firmware 3.3.0 o superior.
El formato del nuevo código M73 es el siguiente:
M73 Pxxx Qxxx Rxxx Sxxx
donde P es el porcentaje del tiempo total ya impreso en el modo normal, R es el tiempo restante para el modo normal en minutos, Q es el porcentaje del tiempo total impreso en el modo oculto, y S es el tiempo restante hasta el final de imprime en el modo oculto.
Comments : Comentarios desactivados en Prusa I3.- Multi Material Upgrade 2.0 ya está aquí!
Se ha presentado una nueva técnica dentro de la FFF (fabricación por filamento fundido), denominada como fanricación granular fucsionada (FGF).
Se define como un método de fabricación aditiva en el que los gránulos de plástico fundidos se depositan en una capa capa por capa para formar el objeto 3D.
El proceso
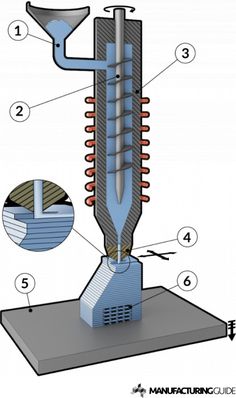
El producto está formado en una plataforma de construcción móvil [1]. Los gránulos de plástico se suministran a un tornillo de extrusión vertical que gira, calienta y presiona los gránulos hasta formar una masa plástica homogénea fundida. La masa se presiona a través de una boquilla reemplazable [4], donde el flujo se controla por el diámetro y la forma del paso. Un mayor rendimiento proporciona una mayor velocidad de construcción pero un acabado superficial más bajo y viceversa.
La masa plástica se deposita a través de la boquilla a velocidad constante y se crea una sección transversal del modelo CAD. Después de cada capa, la plataforma de construcción se baja [5] y se agrega la siguiente capa.
Si es necesario, también se imprime una estructura de soporte [6] para permitir voladizos. Se requiere un procesamiento posterior en forma de eliminación de estas estructuras de soporte.
Modelo 3D desde videos captura desde un dron. Os muestro que después de extraer los fotogramas del video, se montan con el Autodesk Recap y se puede hacer el montaje final como se muestra en el video.
El video original es
Comments : Comentarios desactivados en Modelo 3D desde videos captura desde un dron.
Se ha instalado en la EPSA, el sistema de corte láser con unas características definidas como sigue:
Superficie de trabajo 1300 x 900 mm; Láseres de 60 – 120 W CO2 DC.
Para todos los tamaños de hoja estándares hasta 1300 x 900 mm; Corte y grabado de acrílicos de hasta 15 mm, madera hasta 15 mm, textiles, papel. Para carteles, regalos, juguetes, decoración, modelos, prototipos o moda.
Controlador de impresora Rayjet Commander; Software para láser Rayjet Manager incluyendo base de datos de materiales; Panel de control para posicionar el láser
El láser funcionando en la primera prueba:
El tutorial para generar los códigos de corte y grabado:
El pasado 24 de mayo, pudimos asistir a la defensa de una tesis doctoral en la Universitatea din Oradea (Rumanía). El tesinando Endrowednes Kuantama (Indonesia, Erasmus Mundus), expuso la tesis titulada » Contribution Regarding The Design And Experimental Development Of Sniffer Quadcopter«, dirigida por el Prof. Dr. Ing. Radu Tarca.
Despues pudimos hacer algo de turismo por el centro, la ciudadela de Oradea y la catedral de Timisora
Comments : Comentarios desactivados en Defensa de tesis en la Universitatea din Oradea