La noticia en Ara multimedia sobre el Design Factory en el Campus d’Alcoi.
«El Programa de Generació Espontània del Campus d’Alcoi de la UPV té més fàcil la seua tasca amb el nou espai Design Factory de l’Obra Social de Caixa Ontinyent. Des d’ARAMULTIMÈDIA, hem pogut comprovar de primera mà les innovacions en impressió 3D, escanejat tridimensional, etc. Jaume Masià, subdirector d’Emprenedoria, Ocupació i Generació Espontània, ens conta més sobre aquest espai. També, l’alumna Noelia García ens explica exemples pràctics.»
Comments : Comentarios desactivados en Nou espai Generació Espontània Design Factory de Caixa Ontinyent al Campus d’Alcoi
«Parece un puente común y corriente, sin ningún adorno especial ni un diseño arquitectónico que destaque. Pero es el primero del mundo construido con una impresora 3D por el que podrán transitar vehículos.
Se encuentra en una carretera nueva que rodea el pequeño pueblo holandés de Gemert-Bakel, 130 kilómetros al sur de Ámsterdam, y desde el martes permite a sus poco más de 30.000 habitantes cruzar una acequia.
Está pensado para bicicletas, uno de los principales medios de transporte en este país.
El puente es obra de una de los mayores consorcios especializados en construcción del país, el Royal BAM Group, que utilizó las instalaciones de la Universidad de Tecnología de Eindhoven, según informó la institución en su página web.»
«Está diseñado para cumplir su misión durante 30 o más años. Siendo Holanda un país donde hay más bicicletas que personas, se espera que centenares de ciclistas pedaleen cada día sobre este puente impreso», afirmó la universidad en un comunicado».
Hoy, 27 de octubre del 2017, a las 13.30 h. se realizó la inauguración de las instalaciones del design factory en el edificio Georgina Blanes del Campus de Alcoy.
Las instalaciones cuentan con impresión fdm profesional y semi profesional. Una Stratasys Dimension de ABS y una Sigma+ con doble cabezal, para PLA y ABS, con soportes de PVA.
Disponemos de un plotter de corte de vinilo y escaneres 3D.
Almacenamiento y tratamiento de ficheros.
Comments : Comentarios desactivados en Inauguración del Desing Factory Alcoy
Hemos instalado la nueva cámara de curado Ultra Violeta (UV) para completar el fotocurado de las resinas fotocurables que se utilizan en impresión SLA de la impresora Nobel 1.0
con esta adquisición podemos completar el ciclo de calidad de las impresoras de resina de fotocurado.
Comments : Comentarios desactivados en Cámara de Curado UV para impresora SLA
El pasado 5 de septiembre se procedió a la defensa de la Tesis Doctoral de la Profesora de la Universidad de Transilvania de Brasov, Dña Dana Luca Motoc.
Comments : Comentarios desactivados en Defensa de Tesis Doctoral de la Prof. Dana Luca Motoc
La Universitat Politècnica de València-Campus d’Alcoi, organiza con la colaboración de la Cátedra Alcoy Ciudad del Conocimiento del Ajuntament d’Alcoi, la cuarta edición del CampusTec.
A lo largo de dos semanas, los participantes en nuestro campus van a dar rienda suelta a su creatividad desarrollando pequeños proyectos científico-técnicos en ámbitos tan atractivos para su futuro profesional como la robótica, el diseño y fabricación digital, la programación de interfaces,y desarrollo de videojuegos.
Ha tenido lugar del lunes 3 julio hasta el Viernes 14 de julio de 2017.
El 14 de julio, en la clausura se han sorteado dos impresoras 3D.
Comments : Comentarios desactivados en Jornada de clausura del CampusTec 2017
Autor: Alex Lum : Diseñador industrial. Editor en IS-ARQuitectura desde el 2010 publicando noticias relacionadas con la iluminación, mobiliario, y diferentes aparatos domésticos.
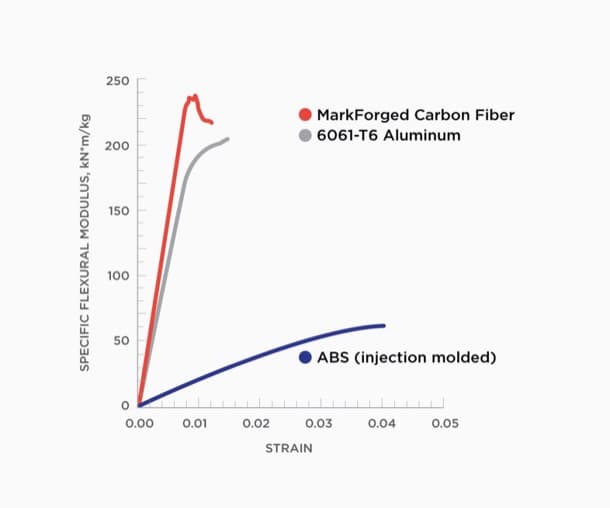
«La tecnología de impresión 3D es cada vez más útil, pero las máquinas más populares suelen utilizar para imprimir filamentos de plástico PLA y ABS, quedando por tanto limitadas a la producción de objetos que no tengan que verse sometidos a importantes tensiones. Por suerte existe Mark One, una máquina 3D que sí es capaz de imprimir piezas que superan la resistencia del aluminio 6061-T6, o lo que es lo mismo: produce objetos que tienen la fiabilidad de la tecnología CNC, pero con la flexibilidad de la impresión 3D.
Esta máquina se distingue del resto porque puede trabajar con filamentos de fibra de carbono, con los que obtiene esas altas resistencias, pero también admite la fibra de vidrio y la de Kevlar. De esta manera ingenieros y diseñadores podrán acelerar los ciclos de diseño con piezas excepcionalmente duraderas, y los usuarios en general tendrán la ventaja de poder imprimir objetos de repuesto, prótesis,… y cualquier otro elemento donde la resistencia y durabilidad sean cualidades imprescindibles.
La fibra de vidrio es tan fuerte como la de carbono, pero menos rígida (un 40%) y más densa (2x), por lo que resultará adecuada la mayoría de las veces, siendo de los tres, el material más rentable. En cambio el fabricante recomienda usar el Kevlar para objetos que necesiten una fuerte resistencia a la abrasión.
La siguiente gráfica compara las resistencias entre objetos hechos con plástico ABS, con aluminio 6061-T6, y con fibra de carbono.
Entre las características más destacables de esta impresora, encontramos las siguientes:
La Mark One trabaja con dos cabezales de impresión, uno construye con nylon, y el otro es un revolucionario cabezal que admite material compuesto reforzado con fibra continua.
El proceso de impresión alcanza una resolución de 10 micras, se puede pausar para insertar dentro de la pieza otros componentes, y continuar luego en el mismo punto.
Se pueden imprimir objetos con unas dimensiones máximas de 320 x 132 x 160 milímetros.
La máquina tiene un tamaño de 575 x 322 x 360 mm.
Utiliza una fuente de alimentación de 100-240v 150W.
Cada Mark One viene con Eiger, un software de impresión 3D que tiene el mismo aspecto de un navegador, y que funciona en cualquier equipo informático, ya que hay versiones para Windows, OS X , y Linux.
.
Más información de esta impresora 3D en la web de Markforged.»
Comments : Comentarios desactivados en Mark One: impresora 3D que produce piezas más resistentes que el aluminio 6061
La tolerancia y el ajuste son conceptos esenciales que los ingenieros utilizan para optimizar la funcionalidad de los conjuntos mecánicos y el costo de producción.Para los ensamblajes impresos en 3D específicamente, el diseño de una tolerancia y un ajuste adecuados reduce el tiempo de post-procesado y la facilidad de montaje, y reduce el coste de la iteración del material.
Formslabs tiene un documento como recurso al diseñar conjuntos 3D funcionales impresos o como punto de partida al diseñar el ajuste entre las partes impresas en las resinas Formlabs Tough o Durable. Descargue el documento si desea más información sobre:
El valor de las tolerancias en la impresión 3D Las categorías y tipos de ajuste de ingeniería Tolerancias de diseño específicas recomendadas para las resinas Formulabs Tough v4 y Durable v3
También se mide el coeficiente de fricción para Tough y Durable, lo cual puede ser útil para diseñar soluciones deslizantes o cinemáticas.
Comments : Comentarios desactivados en Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies
La fresadora CNC MDX-50 de sobremesa combina fresado preciso y automatizado con una insuperable facilidad de uso. Como solución ideal para prototipos y producciones de bajo volumen, la MDX-50 reduce tiempos de operación y simplifica la producción de manera que los usuarios de todo nivel de habilidad puedan fresar partes funcionales con increíble calidad en una amplia gama de materiales.
Fresado de Precisión en una Amplia Gama de Materiales. Los siguientes son algunos de los materiales que pueden ser fresados con la fresadora CNC de sobremesa MDX-50:
Acrilonitrilo butadieno estireno (ABS), Polioximetileno (POM), Nylon,Espuma Plástica, Cera de modelado, Policloruro de vinilo (PVC),Madera noble, Madera contrachapada, Acetal.
Comments : Comentarios desactivados en Nueva fresadora Roland
El profesor Petru Adrian Pop, de la Universidad de Oradea (Rumania), impartió el pasado miércoles 10 de mayo del 2017, una lección magistral en el Máster de Ingeniería, procesado y caracterización de materiales.
La charla se titulaba «The Cad-Cam Design Of Die Casting Mold For Sound Absorbent Gypsum Panels”
Comments : Comentarios desactivados en Visita del Professor Petru Adrian Pop